2026-05-28
2026-05-28 সহনশীলতা এক ইঞ্চির হাজার ভাগে পরিমাপ করা হয়। যে বিশ্বের নির্ভুলতা CNC মেশিনিং অংশ — কম্পিউটার-নিয়ন্ত্রিত মেশিন টুলস দ্বারা উত্পাদিত উপাদান যা সঠিক মাত্রা, পৃষ্ঠের সমাপ্তি এবং জ্যামিতিক বৈশিষ্ট্যগুলি অর্জনের জন্য একটি কঠিন ওয়ার্কপিস থেকে উপাদান সরিয়ে দেয়। সাধারণ-উদ্দেশ্যযুক্ত মেশিনযুক্ত অংশগুলির বিপরীতে, স্পষ্টতা CNC উপাদানগুলিকে আঁটসাঁট সহনশীলতায় রাখা হয়, প্রায়শই প্রয়োগের উপর নির্ভর করে ±0.001 ইঞ্চি (±0.025 মিমি) বা আরও শক্ত হয়।
প্রক্রিয়ার মূল হল অটোমেশন। একটি CAD মডেলকে জি-কোড নির্দেশাবলীতে অনুবাদ করা হয় যা অক্ষের গতিবিধি, টাকু গতি, ফিড রেট এবং কাটার গভীরতা নির্দেশ করে যাতে ম্যানুয়াল ব্যাখ্যার জন্য কোন স্থান নেই। কাটিং টুলের প্রতিটি পাস একটি সংজ্ঞায়িত পথ অনুসরণ করে, যার কারণে একই মেশিনে এক সপ্তাহের ব্যবধানে দুটি অংশ উৎপন্ন হয় মাত্রিকভাবে অভিন্ন। সেই পুনরাবৃত্তিযোগ্যতাই মহাকাশ, চিকিৎসা ডিভাইস, রোবোটিক্স, স্বয়ংচালিত এবং ইলেকট্রনিক্স উত্পাদনে CNC নির্ভুলতা উপাদানগুলিকে অপরিহার্য করে তোলে।
যা একটি "নির্ভুলতা" অংশকে একটি আদর্শ মেশিনযুক্ত অংশ থেকে আলাদা করে তা একটি অঙ্কনে কেবলমাত্র শক্ত সংখ্যা নয় - এটি সম্পূর্ণ উত্পাদন পরিবেশ: তাপমাত্রা-নিয়ন্ত্রিত মেশিন রুম, কঠোরভাবে ভারসাম্যপূর্ণ টুলিং, মাল্টি-পয়েন্ট পরিদর্শন প্রোটোকল এবং কাঁচা স্টক আপ থেকে উপাদান সার্টিফিকেশন। যখন একটি অংশ একটি বৃহত্তর সমাবেশে কাঠামোগত বা কার্যকরী ভূমিকা পালন করে, তখন নির্ভুল CNC মেশিনিং প্রায় সবসময়ই সঠিক পছন্দ।
বিভিন্ন কাটিং অপারেশন বিভিন্ন জ্যামিতি পরিবেশন করে, এবং সবচেয়ে জটিল নির্ভুল অংশগুলির জন্য প্রক্রিয়াগুলির সংমিশ্রণ প্রয়োজন। কোন ক্রিয়াকলাপ কোন বৈশিষ্ট্যটি তৈরি করে তা বোঝা ইঞ্জিনিয়ারদের আরও ভাল অঙ্কন লিখতে সহায়তা করে এবং অংশগুলি সোর্স করার সময় ক্রেতাদের আরও স্মার্ট প্রশ্ন জিজ্ঞাসা করতে সহায়তা করে৷
মিলিং ফ্ল্যাট বা কনট্যুর পৃষ্ঠ, স্লট, পকেট এবং গর্ত জুড়ে উপাদান অপসারণ করতে ঘূর্ণমান মাল্টি-পয়েন্ট কাটিং সরঞ্জাম ব্যবহার করে। 3-অক্ষ মিলিং বেশিরভাগ প্রিজম্যাটিক অংশগুলি পরিচালনা করে, যখন 4-অক্ষ এবং 5-অক্ষ মিলিং মেশিন একটি একক সেটআপে আন্ডারকাট এবং জটিল বাঁকা জ্যামিতিতে পৌঁছানোর জন্য ওয়ার্কপিস বা স্পিন্ডেলকে কাত করতে পারে — ফিক্সচারিং ত্রুটিগুলি হ্রাস করে যা একটি অংশকে একাধিকবার পুনঃস্থাপন করতে হলে জমা হয়।
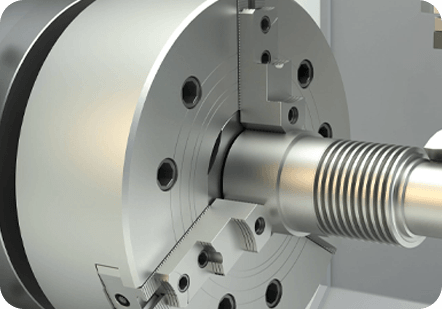
টার্নিং ওয়ার্কপিসটিকে একটি স্থির কাটার সরঞ্জামের বিপরীতে ঘোরায়, এটিকে নলাকার অংশগুলির জন্য যেতে যেতে প্রক্রিয়া করে তোলে: শ্যাফ্ট, বুশিং, থ্রেডেড ফাস্টেনার, অগ্রভাগ এবং ফিটিং। আধুনিক CNC টার্নিং সেন্টারে প্রায়শই লাইভ টুলিং অন্তর্ভুক্ত থাকে — মিলিং এবং ড্রিলিং অ্যাটাচমেন্ট — তাই ক্রস-হোল, ফ্ল্যাট এবং কীওয়ে একই ক্রিয়াকলাপে যোগ করা যেতে পারে কোনো মিলের মধ্যে না নিয়েই।
সুইস-টাইপ লেদগুলি কাটিং জোনের খুব কাছাকাছি অবস্থিত একটি গাইড বুশিংয়ের মাধ্যমে লম্বা, পাতলা বার স্টক গাইড করে। যেহেতু উপাদানটি কাটার সময়ই সমর্থিত, এই মেশিনগুলি ছোট-ব্যাসের অংশগুলিতে ব্যতিক্রমী গোলাকারতা এবং পৃষ্ঠের সমাপ্তি অর্জন করে — মনে করুন মেডিকেল পিন, ডেন্টাল ইমপ্লান্ট, ঘড়ির উপাদান এবং ক্ষুদ্র ভালভের কান্ড। 32 মিমি এর নিচে ব্যাস হল সাধারণ মিষ্টি স্পট।
EDM যান্ত্রিক কাটার পরিবর্তে নিয়ন্ত্রিত বৈদ্যুতিক স্পার্ক ব্যবহার করে উপাদান ক্ষয় করে। ওয়্যার ইডিএম কঠিন স্টিলের মাধ্যমে জটিল 2D প্রোফাইলগুলিকে কার্যত কোন কাটার শক্তি ছাড়াই কাটে, এটি ছাঁচের গহ্বর, পাঞ্চ-এন্ড-ডাই সেট এবং মহাকাশ টারবাইন বৈশিষ্ট্যগুলির জন্য আদর্শ করে তোলে যা প্রচলিত টুলিংয়ের অধীনে বিচ্যুত হবে। এটি মিলিংয়ের চেয়ে ধীর কিন্তু কঠিন পদার্থে ±0.0001 ইঞ্চি সহনশীলতায় পৌঁছায়।
যখন একটি অংশের জন্য একক-সংখ্যার Ra পৃষ্ঠের রুক্ষতা বা উপ-মাইক্রোন মাত্রিক নির্ভুলতা সহ একটি সমতল পৃষ্ঠের প্রয়োজন হয়, তখন পৃষ্ঠের গ্রাইন্ডিং মিলিং থেকে নেওয়া হয়। একটি ঘূর্ণায়মান ঘষিয়া তুলিয়া ফেলিতে সক্ষম চাকা একটি মিলিমিটারের হাজার ভাগে পরিমাপ করা পাসে উপাদানের মাইক্রো-পরিমাণ সরিয়ে দেয়। শক্ত করা টুল ইস্পাত উপাদান এবং নির্ভুলতা গেজ ব্লক সাধারণ প্রার্থী.
উপাদান নির্বাচন machinability, চূড়ান্ত সহনশীলতা ক্ষমতা, পৃষ্ঠ ফিনিস গুণমান, এবং অংশ কর্মক্ষমতা প্রভাবিত করে। একটি নির্ভুল মেশিনযুক্ত উপাদানের জন্য সঠিক উপাদান যান্ত্রিক প্রয়োজনীয়তা, অপারেটিং পরিবেশ, ওজন লক্ষ্য এবং পোস্ট-প্রসেসিং চাহিদার উপর নির্ভর করে।
| উপাদান | সাধারণ অ্যাপ্লিকেশন | শক্তি | বিবেচনা |
|---|---|---|---|
| অ্যালুমিনিয়াম 6061-T6 / 7075-T6 | মহাকাশ বন্ধনী, হাউজিং, অপটিক্যাল মাউন্ট | চমৎকার machinability, লাইটওয়েট, ভাল তাপ পরিবাহিতা | ইস্পাত তুলনায় নিম্ন কঠোরতা; পৃষ্ঠ চিকিত্সা প্রায়ই প্রয়োজন |
| স্টেইনলেস স্টিল 303/316 | চিকিৎসা যন্ত্র, খাদ্য প্রক্রিয়াকরণ অংশ, সামুদ্রিক জিনিসপত্র | জারা প্রতিরোধের, বায়োকম্প্যাটিবিলিটি | কাটার সময় কাজ-কঠিন; তীক্ষ্ণ টুলিং প্রয়োজন |
| টাইটানিয়াম গ্রেড 5 (Ti-6Al-4V) | মহাকাশ ফাস্টেনার, অর্থোপেডিক ইমপ্লান্ট | উচ্চ শক্তি-থেকে-ওজন অনুপাত, চমৎকার জৈব-সঙ্গতি | দরিদ্র তাপ পরিবাহিতা হাতিয়ার পরিধান কারণ; ধীর কাটিয়া গতি প্রয়োজন |
| ব্রাস (C360) | ভালভ সংস্থা, জিনিসপত্র, বৈদ্যুতিক সংযোগকারী | অসামান্য machinability, কম ঘর্ষণ, জারা-প্রতিরোধী | উচ্চ-তাপমাত্রা বা উচ্চ-শক্তি কাঠামোগত ভূমিকার জন্য উপযুক্ত নয় |
| উঁকি | সেমিকন্ডাক্টর হ্যান্ডলিং সরঞ্জাম, চিকিৎসা ডিভাইস | রাসায়নিক প্রতিরোধের, উন্নত তাপমাত্রায় চমৎকার যান্ত্রিক বৈশিষ্ট্য | উচ্চ উপাদান খরচ; সাবধানে চিপ উচ্ছেদ প্রয়োজন |
| কার্বন ইস্পাত 4140 | শ্যাফ্ট, গিয়ার, টুলিং ফিক্সচার | উচ্চ শক্তি, কঠিনীকরণের আগে ভাল machinability | জারা সংবেদনশীল; প্রায়ই আবরণ প্রয়োজন |
অর্ডার করার সময় প্রো টিপ: আপনার অংশগুলির সাথে সর্বদা একটি উপাদান শংসাপত্র (যাকে একটি মিল শংসাপত্র বা সামঞ্জস্যের শংসাপত্রও বলা হয়) অনুরোধ করুন। এই নথিটি নিশ্চিত করে যে কাঁচা স্টকটি নির্দিষ্ট খাদ রচনা এবং যান্ত্রিক বৈশিষ্ট্যগুলি পূরণ করে - মহাকাশ, চিকিৎসা এবং প্রতিরক্ষা সরবরাহ চেইনের জন্য একটি অ-আলোচনাযোগ্য প্রয়োজনীয়তা।
যেখানে ব্যর্থতা একটি বিকল্প নয় বা যেখানে সমাবেশ ছাড়পত্রগুলি মাইক্রোনে পরিমাপ করা হয় সেখানে যথার্থ মেশিনযুক্ত অংশগুলি প্রদর্শিত হয়। নিম্নলিখিত শিল্পগুলি CNC নির্ভুল উপাদানগুলির সর্বোচ্চ-ভলিউম এবং সর্বাধিক চাহিদাযুক্ত ব্যবহারকারীদের প্রতিনিধিত্ব করে।
টারবাইন ব্লেড, অ্যাকচুয়েটর বডি, ল্যান্ডিং গিয়ার কম্পোনেন্ট এবং স্ট্রাকচারাল ব্র্যাকেট সবগুলোর জন্যই আঁটসাঁট জ্যামিতিক সহনশীলতা এবং সম্পূর্ণ উপাদান ট্রেসেবিলিটি প্রয়োজন। অ্যারোস্পেস সিএনসি অংশগুলি সাধারণত অ্যারোস্পেস-গ্রেড অ্যালুমিনিয়াম অ্যালয়, টাইটানিয়াম এবং হাই-টেম্প নিকেল অ্যালয় থেকে তৈরি করা হয়। AS9100 মান ব্যবস্থাপনা সার্টিফিকেশন এই সেক্টরে সরবরাহকারীদের জন্য বেসলাইন প্রয়োজনীয়তা।
অস্ত্রোপচারের যন্ত্র, অর্থোপেডিক ইমপ্লান্ট, এবং ডায়াগনস্টিক ইকুইপমেন্ট হাউজিংগুলি অবশ্যই ISO 13485 মানের মান এবং ইমপ্লান্টযোগ্য ডিভাইসগুলির জন্য, সম্পূর্ণ জৈব সামঞ্জস্যের প্রয়োজনীয়তা পূরণ করতে হবে। মেডিকেল CNC নির্ভুল অংশগুলি প্রায়শই 316L স্টেইনলেস স্টীল বা টাইটানিয়াম গ্রেড 5 থেকে তৈরি করা হয় এবং সেগুলির জন্য পরিষ্কার-রুম হ্যান্ডলিং, বুর-মুক্ত প্রান্তগুলি এবং কাঁচামালের তাপ সংখ্যাগুলিতে ফিরে আসার জন্য প্রয়োজন।
ইঞ্জিন উপাদান, ট্রান্সমিশন অংশ, সাসপেনশন লিঙ্ক, এবং ব্রেক সিস্টেম উপাদান উচ্চ উত্পাদন ভলিউম জুড়ে মাত্রিক সামঞ্জস্যের জন্য নির্ভুলতা CNC মেশিনিং উপর নির্ভর করে। মোটরস্পোর্ট অ্যাপ্লিকেশানগুলিতে, ওজন হ্রাস উপাদানগুলিকে অ্যালুমিনিয়াম এবং টাইটানিয়ামের দিকে ঠেলে দেয়, যখন ভারবহন বোর এবং ভালভ আসনের সহনশীলতা ±0.005 মিমি বা তার চেয়ে ভাল হয়।
সেমিকন্ডাক্টর ওয়েফার হ্যান্ডলিং রোবট, পিসিবি টেস্ট ফিক্সচার এবং হিট সিঙ্ক অ্যাসেম্বলির জন্য অ-চৌম্বকীয়, মাত্রাগতভাবে স্থিতিশীল নির্ভুল উপাদান প্রয়োজন। অ্যালুমিনিয়াম এবং PEEK এখানে ব্যাপকভাবে ব্যবহৃত হয়। সঠিক তাপীয় যোগাযোগ বা বৈদ্যুতিক বিচ্ছিন্নতা নিশ্চিত করার জন্য মিলন পৃষ্ঠের সমতলতা এবং সমান্তরাল সহনশীলতাগুলি প্রায়শই একক-অঙ্কের মাইক্রন পরিসরে নির্দিষ্ট করা হয়।
রোবোটিক জয়েন্ট, সার্ভো মোটর হাউজিং, লিনিয়ার মোশন ক্যারেজ, এবং এন্ড-ইফেক্টর উপাদানগুলি লক্ষ লক্ষ চক্রে অবস্থানগত নির্ভুলতা বজায় রাখার জন্য নির্ভুলভাবে মেশিন করা হয়। একটি মেশিনযুক্ত জয়েন্টে যেকোন মাত্রিক স্লপ টুলের ডগায় সরাসরি অবস্থানগত ত্রুটিতে অনুবাদ করে, এই কারণেই নির্ভুলতা CNC উপাদানগুলি আধুনিক শিল্প রোবটগুলির কার্যকারিতার ভিত্তি।

জন্য একটি সরবরাহকারী নির্বাচন নির্ভুলতা CNC মেশিনিং অংশ দামের সিদ্ধান্তের মতোই একটি গুণমানের সিদ্ধান্ত। আপনার সহনশীলতা ধরে রাখার জন্য সরঞ্জাম বা মানসম্পন্ন সিস্টেম নেই এমন একটি দোকান থেকে একটি কম উদ্ধৃতি একটি সক্ষম অংশীদারের কাছ থেকে সামান্য বেশি উদ্ধৃতির চেয়ে প্রত্যাখ্যানকৃত অংশ, বিলম্ব এবং পুনরায় সোর্সিংয়ে বেশি খরচ হবে৷ এখানে কি দেখতে হবে:
নির্ভুল সিএনসি মেশিনযুক্ত অংশগুলির ব্যয়ের একক বৃহত্তম লিভার হল অঙ্কন নিজেই। প্রকৌশলীরা যারা যন্ত্রের সীমাবদ্ধতা বোঝেন তারা এমন যন্ত্রাংশ ডিজাইন করতে পারেন যেগুলি উত্পাদন করা দ্রুত, পরিদর্শন করা সহজ এবং স্ক্র্যাপ তৈরি করার সম্ভাবনা কম - কোনও কার্যকরী কার্যকারিতা না দিয়ে।
নির্ভুল অংশগুলির সবচেয়ে সাধারণ খরচ ড্রাইভারগুলির মধ্যে একটি হল অতিরিক্ত সহনশীলতা। যদি একটি ±0.050 মিমি সহনশীলতা কার্যকরীভাবে যথেষ্ট হয়, তাহলে ±0.005 মিমি কল করা মেশিনের সময়কে দ্বিগুণ বা তিনগুণ করে এবং অতিরিক্ত পরিদর্শন পদক্ষেপগুলিকে ট্রিগার করে। এমন বৈশিষ্ট্যগুলির জন্য শক্ত সহনশীলতা সংরক্ষণ করুন যা প্রকৃতপক্ষে অন্যান্য উপাদানগুলির সাথে মিলিত হয়, বোঝা বহন করে বা সিলিং পৃষ্ঠ তৈরি করে। অন্য সব কিছুর সহনশীলতা বহন করা উচিত যা এখনও কাজ করে।
ছোট ফ্লোর রেডিআই সহ গভীর পকেটের জন্য ছোট-ব্যাসের শেষ মিলের প্রয়োজন হয়, যেগুলি ভঙ্গুর, ধীর এবং চালানোর জন্য ব্যয়বহুল। 1 মিমি কোণার ব্যাসার্ধ সহ 50 মিমি গভীর একটি পকেটের জন্য 3 মিমি কোণার ব্যাসার্ধের একই পকেটের তুলনায় মেশিনে পাঁচ গুণ বেশি খরচ হতে পারে। যখনই সম্ভব, অভ্যন্তরীণ রেডিআই ডিজাইন করুন মানক টুল ব্যাসের সাথে মেলে এবং গভীরতা থেকে প্রস্থের অনুপাত 4:1 এর বেশি সীমাবদ্ধ করুন।
প্রতিবার যখন একটি অংশ ক্ল্যাম্পড এবং রিপজিশন করা হয়, তখন জমে থাকা অবস্থানগত ত্রুটির ঝুঁকি থাকে। যদি একটি অংশ চারটির পরিবর্তে এক বা দুটি সেটআপে সম্পূর্ণরূপে মেশিন করা যায় তবে এটি আরও নির্ভুল, দ্রুত উত্পাদন এবং কম ব্যয়বহুল হবে। একাধিক মুখের বৈশিষ্ট্যগুলি রাখার সময় অংশটি কীভাবে ফিক্সচার করা হবে সে সম্পর্কে চিন্তা করুন।
নন-স্ট্যান্ডার্ড থ্রেড ফর্ম এবং বিজোড় গর্ত ব্যাসের জন্য বিশেষ টুলিং প্রয়োজন যা মেশিনিস্টদের স্টকে নাও থাকতে পারে। সাধারণ মেট্রিক বা ইউনিফাইড থ্রেড সাইজের (M3, M4, M6 বা #4-40, #6-32, 1/4-20) মানসম্মত করা টুলিং খরচ কম রাখে এবং লিডের সময় কম রাখে। একই যুক্তি রিমেড হোলের ক্ষেত্রে প্রযোজ্য — 6H7 বা 8H7 এর মতো একটি স্ট্যান্ডার্ড রিমার ব্যাস নির্দিষ্ট করা কাস্টম টুলিং অর্ডার এড়িয়ে যায়।
কাঁচা মেশিনযুক্ত অ্যালুমিনিয়াম অক্সিডাইজ করে। ইস্পাত মরিচা। এমনকি স্টেইনলেস স্টীলও আক্রমনাত্মক পরিবেশে ক্ষয় হতে পারে। পোস্ট-প্রসেসিং হল যেখানে একটি মেশিনযুক্ত ফাঁকা একটি উত্পাদন-প্রস্তুত অংশে পরিণত হয়, যা জারা প্রতিরোধ, পরিধান প্রতিরোধ, কঠোরতা বা কসমেটিক ফিনিশ যোগ করে।
একটি নির্ভুল মেশিনযুক্ত অংশটি কেবলমাত্র ততটাই ভাল যতটা পরিমাপ নিশ্চিত করে যে এটি সহনশীলতার মধ্যে রয়েছে। একটি গুরুতর CNC নির্ভুল দোকানে গুণমান নিয়ন্ত্রণ উত্পাদনের শেষে একটি চূড়ান্ত গেট নয় - এটি প্রতিটি ধাপে বোনা হয়।
ইন-প্রসেস পরিদর্শন মাঝ-চক্রের জটিল বৈশিষ্ট্যগুলি পরিমাপ করতে এবং টুল পরিধানের জন্য স্বয়ংক্রিয়ভাবে ক্ষতিপূরণ দিতে মেশিন টুলে প্রোবিং সিস্টেম ব্যবহার করে। এটি সহনশীলতার বাইরের অংশগুলির একটি ব্যাচ তৈরি করার আগে এটি ড্রিফ্ট ক্যাচ করে। অফ-মেশিন পরিদর্শন মূল CAD মডেলের বিপরীতে জটিল 3D জ্যামিতি যাচাই করতে CMMs (সমন্বয় পরিমাপ মেশিন) ব্যবহার করে, প্রতিটি গুরুত্বপূর্ণ বৈশিষ্ট্যের জন্য প্রকৃত বনাম নামমাত্র মাত্রা সহ একটি আনুষ্ঠানিক পরিদর্শন প্রতিবেদন তৈরি করে।
নিয়ন্ত্রিত সরবরাহ শৃঙ্খলের জন্য, একটি সম্পূর্ণ মানের প্যাকেজে সাধারণত অন্তর্ভুক্ত থাকে: মাত্রিক পরিদর্শন প্রতিবেদন, উপাদান শংসাপত্র, ফিনিস পরিদর্শন (পৃষ্ঠের রুক্ষতা পরিমাপ, burrs জন্য চাক্ষুষ পরিদর্শন), এবং একটি মানসম্পন্ন প্রকৌশলী দ্বারা স্বাক্ষরিত সামঞ্জস্যের একটি শংসাপত্র। কিছু চুক্তির জন্য পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ (SPC) ডেটারও প্রয়োজন হয় যা দেখায় যে উত্পাদন প্রক্রিয়াটি সম্পূর্ণরূপে স্থিতিশীল - শুধু যে মুষ্টিমেয় নমুনা অংশ সহনশীলতার মধ্যে ছিল তা নয়।
ফেংলান হল চীনে বৈদ্যুতিক যথার্থ যন্ত্রাংশ প্রস্তুতকারক, স্বয়ংচালিত যথার্থ যন্ত্রাংশ নির্মাতারা এবং শিল্প যথার্থ যন্ত্রাংশ সরবরাহকারী. 2010 সাল থেকে যন্ত্রাংশ এবং উপাদান উত্পাদনে আপনার নির্ভরযোগ্য অংশীদার
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন
Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন  গোপনীয়তা
গোপনীয়তা



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17