2026-06-01
2026-06-01 সিএনসি মেশিনযুক্ত ধাতব অংশ অ্যারোস্পেস টারবাইন ডিস্ক এবং মেডিকেল ইমপ্লান্ট থেকে শুরু করে হাইড্রোলিক ভালভ বডি এবং কনজিউমার ইলেকট্রনিক্স এনক্লোসার পর্যন্ত - কার্যত প্রতিটি শিল্প জুড়ে নির্ভুল উত্পাদনের মেরুদণ্ড। কম্পিউটার নিউমেরিক্যাল কন্ট্রোল (CNC) মেশিনিং সুনির্দিষ্টভাবে নিয়ন্ত্রিত কাটিয়া সরঞ্জাম ব্যবহার করে একটি কঠিন ধাতব ওয়ার্কপিস থেকে উপাদান সরিয়ে দেয়, মাত্রাগত নির্ভুলতা, পৃষ্ঠের ফিনিস গুণমান এবং পুনরাবৃত্তিযোগ্যতা সহ অংশ তৈরি করে যা অন্য কোনও উত্পাদন প্রক্রিয়া ধারাবাহিকভাবে মেলে না। আপনি প্রথমবারের জন্য কাস্টম CNC ধাতব উপাদানগুলি ডিজাইন করছেন বা একটি বিদ্যমান উত্পাদন প্রোগ্রাম অপ্টিমাইজ করছেন কিনা, কীভাবে উপাদান নির্বাচন, নকশা পছন্দ, সহনশীলতা এবং পৃষ্ঠের সমাপ্তি ইন্টারঅ্যাক্ট করে তা বোঝার মাধ্যমে শেষ হওয়া অংশগুলি উদ্দেশ্য অনুসারে কাজ করে কিনা এবং সেগুলি উত্পাদন করার ব্যয় প্রতিযোগিতামূলক কিনা তা নির্ধারণ করবে। এই নির্দেশিকাটি ব্যবহারিক, অ্যাপ্লিকেশন-কেন্দ্রিক বিশদে সেই সমস্ত মাত্রাগুলিকে কভার করে।
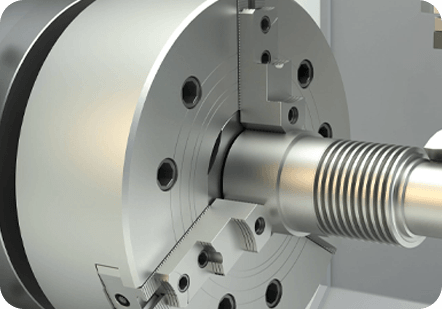
CNC মেশিনিং বিভিন্ন স্বতন্ত্র উপাদান অপসারণ প্রক্রিয়াগুলিকে অন্তর্ভুক্ত করে — মিলিং, টার্নিং, ড্রিলিং, বোরিং, ট্যাপিং এবং গ্রাইন্ডিং — সমস্ত সংখ্যাসূচক প্রোগ্রাম দ্বারা নিয়ন্ত্রিত যা 3D CAD জ্যামিতিকে সার্ভো-চালিত মেশিন অক্ষ দ্বারা কার্যকর করা সুনির্দিষ্ট টুল পাথগুলিতে অনুবাদ করে। নির্দিষ্ট বৈশিষ্ট্য যা CNC মেশিনযুক্ত ধাতব অংশগুলিকে কাস্টিং, ফোরজিংস বা সংযোজক উত্পাদন অংশগুলি থেকে পৃথক করে তা হল উপাদানটি বিয়োগ চূড়ান্ত জ্যামিতি তৈরি করতে একটি কঠিন বিলেট, বার, বা কাছাকাছি-নেট-আকৃতির ফাঁকা থেকে। প্রক্রিয়াটি সমাপ্ত অংশের চেয়ে বড় একটি কাঁচামাল ফর্ম দিয়ে শুরু হয় এবং কাটার সরঞ্জামগুলি অংশ নয় এমন সবকিছু সরিয়ে দেয়।
সিএনসি মিলিং মেশিনগুলি প্রিজম্যাটিক বৈশিষ্ট্যগুলি - পকেট, স্লট, গর্ত, কাউন্টারবোর, প্রোফাইল এবং ফ্ল্যাট ফেস - একটি ভিস বা ফিক্সচারে রাখা অংশগুলিতে ঘূর্ণায়মান মাল্টি-ফ্লুট এন্ড মিল, ফেস মিল এবং ড্রিল ব্যবহার করে। 3-অক্ষ মিলগুলি X, Y, এবং Z রৈখিক গতি প্রদান করে; 4- এবং 5-অক্ষ মেশিনগুলি ঘূর্ণমান অক্ষ যুক্ত করে যা জটিল বহুমুখী বৈশিষ্ট্যগুলিকে একক সেটআপে কাটার অনুমতি দেয়। সিএনসি বাঁক কেন্দ্রগুলি ওয়ার্কপিসটিকে ঘোরায় যখন স্থির বা লাইভ কাটিং সরঞ্জামগুলি OD-এর আকার দেয়, আইডি বোর করে, প্রান্তের দিকে মুখ করে এবং থ্রেডগুলি কাটায় — শ্যাফ্ট, বুশিং, থ্রেডেড সংযোগকারী এবং ভালভ স্পুলগুলির বৈশিষ্ট্যযুক্ত নলাকার এবং শঙ্কুযুক্ত বৈশিষ্ট্যগুলি তৈরি করে। অনেক আধুনিক সিএনসি মেশিনিং সেন্টার মিলিং এবং টার্নিং ইন একটি একক মেশিনকে একত্রিত করে — টার্ন-মিল সেন্টার বা মাল্টিটাস্কিং লেদ — মধ্যবর্তী সেটআপ ছাড়াই জটিল ঘূর্ণন অংশের সমস্ত বৈশিষ্ট্য সম্পূর্ণ করে।
নির্ভুলতা CNC মেশিনযুক্ত ধাতব অংশগুলি নিয়মিতভাবে আদর্শ উত্পাদনে ±0.025 মিমি (±0.001 ইঞ্চি) রৈখিক মাত্রিক সহনশীলতা অর্জন করে এবং নির্ভুল গ্রাউন্ড বা ল্যাপড বৈশিষ্ট্যগুলির জন্য ±0.005 মিমি বা টাইটার। Ra 0.8 µm (32 µin) এর পৃষ্ঠের রুক্ষতার মান ফিনিস মিলিংয়ের সাথে মানক; গ্রাইন্ডিং এবং হোনিং Ra 0.2 µm বা বেয়ারিং এবং সিলিং পৃষ্ঠতলের জন্য আরও ভাল অর্জন করে। এই পারফরম্যান্সের স্তরগুলি, একজন ডিজাইনার কল্পনা করতে পারে এমন প্রায় কোনও জ্যামিতি তৈরি করার ক্ষমতার সাথে মিলিত হয়, কেন সিএনসি মেশিনিং উত্পাদন পরিমাণের মাধ্যমে প্রোটোটাইপ থেকে নির্ভুল অংশ উত্পাদনে আধিপত্য বিস্তার করে।
সিএনসি মেশিনযুক্ত অংশগুলির জন্য ধাতুর পছন্দ প্রতিটি ডাউনস্ট্রিম পরিবর্তনশীলকে প্রভাবিত করে — মেশিনযোগ্যতা, অর্জনযোগ্য সহনশীলতা, পৃষ্ঠের ফিনিস গুণমান, পোস্ট-মেশিনিং তাপ চিকিত্সার বিকল্পগুলি, জারা কার্যকারিতা এবং শেষ পর্যন্ত অংশ খরচ। CNC মেশিনে ব্যবহৃত ধাতুগুলির প্রধান পরিবারগুলির প্রত্যেকের আলাদা প্রোফাইল রয়েছে।
অ্যালুমিনিয়াম নির্ভুল CNC উত্পাদন সবচেয়ে ব্যাপকভাবে মেশিন করা ধাতু, এবং সঙ্গত কারণে. এর মেশিনিবিলিটি রেটিং ইস্পাত বা টাইটানিয়ামের তুলনায় উল্লেখযোগ্যভাবে বেশি — অ্যালুমিনিয়াম অ্যালয়গুলি স্টেইনলেস স্টিলের দুই থেকে পাঁচ গুণ গতিতে কাটা যায়, যা নাটকীয়ভাবে যন্ত্রের সময় এবং খরচ কমিয়ে দেয়। অ্যালুমিনিয়াম 6061-T6 হল প্রমিত সাধারণ-উদ্দেশ্য গ্রেড: চমৎকার মেশিনিবিলিটি, ভাল জারা প্রতিরোধ, মাঝারি শক্তি (টেনসিল শক্তি ~310 MPa), এবং অ্যানোডাইজিং, বিড ব্লাস্টিং এবং পাউডার আবরণ সহ বিস্তৃত পৃষ্ঠের সমাপ্তি সামঞ্জস্য। অ্যালুমিনিয়াম 7075-T6 একটি পরিমিত খরচ প্রিমিয়ামে কাঠামোগত মহাকাশ এবং প্রতিরক্ষা উপাদানগুলির জন্য উচ্চ শক্তি (~572 MPa টেনসিল) প্রদান করে। অপটিক্যাল মাউন্ট, ইলেকট্রনিক্স হাউজিং, হিট সিঙ্ক, বায়ুসংক্রান্ত উপাদান এবং কাঠামোগত বন্ধনীগুলির জন্য, অ্যালুমিনিয়াম CNC মেশিনযুক্ত অংশগুলি যে কোনও ধাতুর প্রতি ডলারে পারফরম্যান্সের সর্বোত্তম সমন্বয় সরবরাহ করে।
স্টেইনলেস স্টীল সিএনসি মেশিনযুক্ত অংশগুলি যেখানেই জারা প্রতিরোধের, উন্নত-তাপমাত্রার শক্তি, বা খাদ্য/ফার্মাসিউটিক্যাল যোগাযোগের সম্মতি প্রয়োজন সেখানে নির্দিষ্ট করা হয়। 303 স্টেইনলেস হল ফ্রি-মেশিনিং গ্রেড — সালফার সংযোজন চিপ ব্রেকিং উন্নত করে এবং সামান্য কম জারা প্রতিরোধের খরচে টুল পরিধান কমায়; এটি শ্যাফ্ট, ফাস্টেনার এবং অ-গুরুত্বপূর্ণ কাঠামোগত উপাদানগুলির জন্য উপযুক্ত। 316L স্টেইনলেস উচ্চতর জারা প্রতিরোধের অফার করে (বিশেষত ক্লোরাইড এবং অ্যাসিডের জন্য) এবং এটি মেডিকেল ডিভাইসের উপাদান, খাদ্য প্রক্রিয়াকরণ সরঞ্জাম, সামুদ্রিক জিনিসপত্র এবং রাসায়নিক প্রক্রিয়া হার্ডওয়্যারের জন্য আদর্শ উপাদান। 17-4 PH স্টেইনলেস বৃষ্টিপাতকে ~1,170 MPa টেনসিল শক্তিতে শক্ত করা যেতে পারে যখন ভাল ক্ষয় প্রতিরোধ ক্ষমতা বজায় রাখে, এটি মহাকাশ, প্রতিরক্ষা, এবং তেল-ও-গ্যাস অ্যাপ্লিকেশনগুলিতে একটি ওয়ার্কহরস উপাদান তৈরি করে। স্টেইনলেস স্টিলের মেশিনগুলি অ্যালুমিনিয়ামের প্রায় অর্ধেক গতিতে - সমতুল্য জটিলতার অ্যালুমিনিয়াম অংশগুলির তুলনায় দীর্ঘ চক্রের সময় এবং উচ্চ টুলিং খরচ আশা করে।
টাইটানিয়াম যেকোন সাধারণভাবে মেশিন করা ধাতুর সর্বোত্তম শক্তি-থেকে-ওজন অনুপাত সরবরাহ করে — Ti-6Al-4V (গ্রেড 5) মাত্র 4.43 g/cm³ এর ঘনত্বে ~950 MPa টেনসিলে পৌঁছায়, অনুরূপ বা তার বেশি শক্তিতে ইস্পাতের ঘনত্বের প্রায় 60 শতাংশ। এর জৈব সামঞ্জস্যতা এটিকে অর্থোপেডিক ইমপ্লান্ট, দাঁতের উপাদান এবং অস্ত্রোপচারের যন্ত্রের জন্য আদর্শ উপাদান করে তোলে। মহাকাশের কাঠামোগত উপাদান, রেসিং ইঞ্জিনের যন্ত্রাংশ এবং উচ্চ-কর্মক্ষমতাসম্পন্ন ক্রীড়া সরঞ্জামগুলিও টাইটানিয়াম সিএনসি মেশিনযুক্ত যন্ত্রাংশের উচ্চ ভলিউম চালায়। ট্রেডঅফগুলি তাৎপর্যপূর্ণ: টাইটানিয়ামের কম তাপ পরিবাহিতা রয়েছে, যার ফলে তাপ চিপগুলিতে ছড়িয়ে যাওয়ার পরিবর্তে কাটিয়া প্রান্তে ঘনীভূত হয়, যা হাতিয়ার পরিধানকে ত্বরান্বিত করে। কাটার পরামিতিগুলি ভুল হলে এটি মেশিনিংয়ের সময় কাজ করে। টাইটানিয়াম যন্ত্রাংশগুলির জন্য কার্বাইড টুলিং, উচ্চ কুল্যান্ট চাপ, রক্ষণশীল ফিড এবং গতি এবং অভিজ্ঞ প্রোগ্রামার প্রয়োজন - এগুলির সবগুলিই অ্যালুমিনিয়াম বা হালকা ইস্পাতের তুলনায় প্রতি অংশে বেশি খরচে অনুবাদ করে।
কার্বন এবং অ্যালয় ইস্পাতগুলি হল যান্ত্রিক CNC মেশিনযুক্ত উপাদানগুলির মেরুদণ্ড — গিয়ার, শ্যাফ্ট, হাউজিং, টুলিং এবং কাঠামোগত সদস্য যেখানে পরম শক্তি, দৃঢ়তা এবং খরচ দক্ষতা অগ্রাধিকার। 1018 হালকা ইস্পাত মেশিন সহজে এবং কম চাপ বন্ধনী এবং ফিক্সচারের জন্য ব্যবহৃত হয়। 4140 ক্রোমোলি ইস্পাত হল স্ট্যান্ডার্ড স্ট্রাকচারাল গ্রেড — কঠোরতা স্তরের বিস্তৃত পরিসরে তাপ চিকিত্সাযোগ্য, অ্যানিলেড অবস্থায় ভাল মেশিনিবিলিটি, তাপ চিকিত্সার পরে দুর্দান্ত শক্ততা এবং বার এবং প্লেটে ব্যাপক উপলব্ধতা। A2 এবং D2 টুল স্টিলগুলি অ্যানিলেড অবস্থায় মেশিন করা হয় এবং সরঞ্জাম কাটা, মারা যায় এবং উপাদান পরিধানের জন্য মেশিন করার পরে শক্ত হয়। ইস্পাত কাঁচামালের দাম যেকোন প্রকৌশল ধাতুর মধ্যে সর্বনিম্ন, যা উচ্চ-ভলিউম অ্যাপ্লিকেশনের জন্য অ্যালুমিনিয়ামের তুলনায় এর ধীর যন্ত্রের গতিকে অফসেট করে।
C360 ফ্রি-মেশিনিং ব্রাসে যেকোন ধাতুর সর্বোচ্চ মেশিনিবিলিটি রেটিং রয়েছে — প্রায়শই 100% রেট করা হয় (যে বেঞ্চমার্কের সাথে অন্যান্য সমস্ত ধাতু তুলনা করা হয়) — এবং যে কোনও উপাদানের সবচেয়ে সংক্ষিপ্ত, সবচেয়ে নিয়ন্ত্রণযোগ্য চিপ তৈরি করে। পিতলের সিএনসি মেশিনযুক্ত অংশগুলি প্লাম্বিং ফিটিংস, বৈদ্যুতিক সংযোগকারী, উপকরণ উপাদান এবং আলংকারিক হার্ডওয়্যারগুলিতে আদর্শ। বেরিলিয়াম কপার (C172) মেশিনগুলি যুক্তিসঙ্গতভাবে ভাল এবং ভাল বৈদ্যুতিক পরিবাহিতা বজায় রেখে বসন্ত-গুণমানের কঠোরতা থেকে বয়স-কঠিন হতে পারে — বৈদ্যুতিক যোগাযোগ, স্প্রিংস এবং নির্ভুল নন-স্পার্কিং সরঞ্জামগুলির জন্য ব্যবহৃত হয়। ইস্পাতের চেয়ে পিতল এবং তামার দামের প্রিমিয়াম তাদের নির্দিষ্ট বৈশিষ্ট্যগুলির প্রয়োজন যেখানে অ্যাপ্লিকেশনগুলিতে তাদের ব্যবহার সীমাবদ্ধ করে।
নীচের সারণীটি সবচেয়ে সাধারণভাবে সিএনসি মেশিনযুক্ত ধাতুগুলির আপেক্ষিক যন্ত্রযোগ্যতা, সাধারণ অর্জনযোগ্য সহনশীলতা এবং আপেক্ষিক প্রতি-অংশ খরচের সংক্ষিপ্ত বিবরণ দেয়, যা প্রকৌশলীদের দ্রুত উপাদান নির্বাচনের সিদ্ধান্ত নিতে সহায়তা করে।
| ধাতু / গ্রেড | মেশিনিবিলিটি রেটিং | সাধারণ সহনশীলতা (স্ট্যান্ডার্ড) | আপেক্ষিক অংশ খরচ | সাধারণ অ্যাপ্লিকেশন |
|---|---|---|---|---|
| অ্যালুমিনিয়াম 6061-T6 | চমৎকার | ±0.025 মিমি | কম | হাউজিং, বন্ধনী, তাপ সিঙ্ক, মহাকাশ কাঠামো |
| অ্যালুমিনিয়াম 7075-T6 | খুব ভালো | ±0.025 মিমি | কম–Medium | মহাকাশ কাঠামোগত, উচ্চ-লোড বন্ধনী |
| স্টেইনলেস স্টীল 303 | ভাল | ±0.025 মিমি | মাঝারি | শ্যাফ্ট, ফাস্টেনার, যন্ত্রের উপাদান |
| স্টেইনলেস স্টীল 316L | পরিমিত | ±0.025 মিমি | মাঝারি–High | মেডিকেল ডিভাইস, সামুদ্রিক, খাদ্য প্রক্রিয়াকরণ |
| ইস্পাত 4140 (অ্যানিলড) | ভাল | ±0.025 মিমি | কম–Medium | গিয়ার, শ্যাফ্ট, কাঠামোগত উপাদান |
| টাইটানিয়াম Ti-6Al-4V | কঠিন | ±0.025 মিমি | উচ্চ | মহাকাশ, চিকিৎসা ইমপ্লান্ট, উচ্চ-কার্যকারিতা ক্রীড়া |
| ব্রাস C360 | চমৎকার | ±0.025 মিমি | মাঝারি | জিনিসপত্র, সংযোগকারী, যন্ত্র |
| ইনকোনেল 718 | খুব কঠিন | ±0.05 মিমি | খুব উচ্চ | জেট ইঞ্জিনের যন্ত্রাংশ, উচ্চ তাপমাত্রার শিল্প উপাদান |
সহনশীলতা স্পেসিফিকেশন হল CNC মেশিনযুক্ত ধাতব অংশগুলি ডিজাইন করার সময় একজন প্রকৌশলী যে সবচেয়ে ফলপ্রসূ সিদ্ধান্তগুলি নেয় - এবং অপ্রয়োজনীয় খরচের সবচেয়ে সাধারণ উত্সগুলির মধ্যে একটি। একটি সহনশীলতা একটি নামমাত্র মাত্রা থেকে অনুমোদিত পরিবর্তনকে সংজ্ঞায়িত করে: 20.00 মিমি ± 0.025 মিমি হিসাবে নির্দিষ্ট একটি বোর মানে চূড়ান্ত মাত্রা 19.975 মিমি এবং 20.025 মিমি এর মধ্যে যে কোনও জায়গায় পরিমাপ করতে পারে এবং এখনও গ্রহণযোগ্য হতে পারে। একটি CNC মেশিনযুক্ত অংশের প্রতিটি মাত্রা একটি সহনশীলতা বহন করে, হয় স্পষ্টভাবে বলা হয় বা অঙ্কন শিরোনাম ব্লকে উল্লেখিত একটি সাধারণ সহনশীলতার মানদণ্ডের মাধ্যমে স্পষ্টভাবে প্রয়োগ করা হয়।
CNC মেশিনযুক্ত ধাতব অংশগুলির জন্য সবচেয়ে ব্যাপকভাবে উল্লেখ করা সাধারণ সহনশীলতার মান হল ISO 2768। মাঝারি শ্রেণী (ISO 2768-m) 30-120 মিমি এবং 120-4 মিমি-এর মধ্যে মাত্রার জন্য ±0.1 মিমি সাধারণ রৈখিক সহনশীলতাকে সংজ্ঞায়িত করে। সূক্ষ্ম শ্রেণী (ISO 2768-f) এগুলিকে যথাক্রমে ±0.05 মিমি এবং ±0.1 মিমিতে শক্ত করে। বেশিরভাগ যান্ত্রিক CNC অংশগুলির জন্য এইগুলি সঠিক ডিফল্ট যেখানে বৈশিষ্ট্যগুলির যথার্থ ছাড়পত্রের সাথে মিলিত হওয়ার প্রয়োজন নেই৷ কঠোর সহনশীলতা শুধুমাত্র নির্দিষ্ট মাত্রায় বলা উচিত যেখানে কার্যকারিতা আসলে তাদের প্রয়োজন — ফিট, সঙ্গম পৃষ্ঠ, ভারবহন আসন, সিলিং পৃষ্ঠ এবং অবস্থান বৈশিষ্ট্য।
সহনশীলতা শক্ত করার খরচ প্রভাব অ-রৈখিক এবং তাৎপর্যপূর্ণ। স্ট্যান্ডার্ড সহনশীলতা মাত্রা বিশেষ মনোযোগ ছাড়াই একটি সাধারণ উত্পাদন পাসে মেশিন করা হয়। ±0.1 মিমি থেকে ± 0.025 মিমি পর্যন্ত শক্ত করা সেই বৈশিষ্ট্যটির জন্য মেশিনিং সময় দ্বিগুণ বা তিনগুণ করতে পারে — ফিনিশ পাস, বিশেষ টুলিং এবং প্রক্রিয়াধীন পরিমাপ প্রয়োজন। ±0.005 মিমি আঁটসাঁট করার জন্য সাধারণত যন্ত্রের পরে গ্রাইন্ডিং বা হোনিং অপারেশনের প্রয়োজন হয়, সম্ভাব্যভাবে সেই বৈশিষ্ট্যটির খরচ পাঁচ থেকে দশ গুণ বেড়ে যায়। সবচেয়ে কম সহনশীলতা প্রয়োগ করার প্রকৌশল শৃঙ্খলা যা কার্যকরী প্রয়োজনীয়তা পূরণ করে - সবচেয়ে শক্তভাবে অর্জনযোগ্য নয় - CNC পার্ট ডিজাইনের সর্বোচ্চ-রিটার্ন খরচ কমানোর অনুশীলনগুলির মধ্যে একটি।
GD&T (প্রতি ASME Y14.5 বা ISO 1101) রৈখিক সহনশীলতার বাইরে প্রসারিত করে ফর্ম, ওরিয়েন্টেশন, অবস্থান, এবং ডেটামের সাপেক্ষে বৈশিষ্ট্যগুলির রানআউটের অনুমতিযোগ্য বৈচিত্র সংজ্ঞায়িত করতে। CNC মেশিনযুক্ত নির্ভুল ধাতব উপাদানগুলির জন্য, সমতলতা, ঋজুতা, সত্য অবস্থান এবং নলাকার জন্য GD&T কলআউটগুলি একা সমন্বয় সহনশীলতার চেয়ে কার্যকরী প্রয়োজনীয়তাগুলিকে আরও সুনির্দিষ্টভাবে যোগাযোগ করে এবং প্রায়শই সমাবেশ ফিটের গ্যারান্টি দেওয়ার সাথে সাথে বৃহত্তর সমন্বয় সহনশীলতার অনুমতি দেয়। মেশিনিস্ট এবং সিএমএম প্রোগ্রামাররা উৎপাদন এবং পরিদর্শনের সময় সরাসরি GD&T কলআউটের সাথে কাজ করে — নিশ্চিত করুন যে অঙ্কনগুলি দ্ব্যর্থহীন এবং সরবরাহকারীর যোগ্যতার সময় ব্যাখ্যার বিরোধ এড়াতে সঠিক ASME বা ISO স্ট্যান্ডার্ড সংস্করণ উল্লেখ করে।

যেমন-মেশিনযুক্ত CNC ধাতব অংশগুলি দৃশ্যমান টুল চিহ্ন বহন করে — সাধারণত টুল পাথ থেকে সমান্তরাল cusps — এবং একটি পৃষ্ঠের রুক্ষতা টুল জ্যামিতি, ফিড রেট এবং ব্যবহৃত কাটিং প্যারামিটার দ্বারা নির্ধারিত হয়। মেশিনযুক্ত Ra মানগুলি সাধারণত 0.8 µm এবং 3.2 µm এর মধ্যে হয় মিল করা পৃষ্ঠের জন্য, যা বেশিরভাগ কাঠামোগত এবং যান্ত্রিক প্রয়োগের জন্য পর্যাপ্ত। যখন চেহারা, জারা প্রতিরোধ, পরিধান প্রতিরোধ, বা নির্দিষ্ট পৃষ্ঠ শক্তি প্রয়োজন হয়, পোস্ট-মেশিনিং পৃষ্ঠ চিকিত্সা প্রয়োগ করা হয়।
অ্যানোডাইজিং হল একটি ইলেক্ট্রোকেমিক্যাল প্রক্রিয়া যা অ্যালুমিনিয়ামের পৃষ্ঠের স্তরকে অ্যালুমিনিয়াম অক্সাইডে রূপান্তর করে, একটি শক্ত, জারা-প্রতিরোধী, বৈদ্যুতিকভাবে নিরোধক স্তর তৈরি করে যা ভিত্তি ধাতুর অবিচ্ছেদ্য অংশ। টাইপ II অ্যানোডাইজিং 5-25 µm পুরুত্বের স্তর তৈরি করে এবং এটি অ্যালুমিনিয়াম CNC অংশগুলির জন্য মানক প্রসাধনী এবং জারা-প্রতিরোধের ফিনিস - পরিষ্কার (প্রাকৃতিক) বা রঞ্জক রঙের বিস্তৃত পরিসরে উপলব্ধ। টাইপ III হার্ড অ্যানোডাইজিং (হার্ড কোট) ~65 HRC-এর রকওয়েল কঠোরতায় 25-100 µm স্তর তৈরি করে, যা স্লাইডিং এবং ভারবহন পৃষ্ঠের জন্য ব্যতিক্রমী পরিধান প্রতিরোধক প্রদান করে। অ্যানোডাইজিং ন্যূনতম মাত্রা পরিবর্তন যোগ করে (সাধারণত অর্ধেক স্তর পুরুত্ব পৃষ্ঠে যোগ করা হয়; বাকী অর্ধেক বেস মেটাল প্রতিস্থাপন করে), যা অ্যানোডাইজ এলাকায় সামান্য আন্ডারসাইজ করা প্রাক-মেশিনিং দ্বারা আঁট-সহনশীলতার বৈশিষ্ট্যগুলির জন্য হিসাব করা আবশ্যক।
ইলেক্ট্রোপ্লেটিং deposits a metallic layer (zinc, nickel, chrome, gold, silver, or other metals) onto the machined surface by electrochemical deposition. Zinc plating provides economical corrosion protection for steel parts. Electroless nickel plating deposits a uniform thickness nickel-phosphorus alloy layer regardless of part geometry — including inside bores and recesses — making it the preferred plating for complex CNC machined parts requiring uniform corrosion and wear protection. Hard chrome plating builds Vickers hardness above 900 HV and is used for hydraulic cylinder rods, wear surfaces, and precision gauges. Plating layer thickness on tight-tolerance features must be controlled and accounted for in pre-plating dimensions.
প্যাসিভেশন নাইট্রিক বা সাইট্রিক অ্যাসিড দ্রবণে নিমজ্জিত করে স্টেইনলেস স্টিলের পৃষ্ঠ থেকে মুক্ত আয়রন এবং আয়রন যৌগগুলিকে সরিয়ে দেয়, যা একটি অভিন্ন, নিষ্ক্রিয় ক্রোমিয়াম অক্সাইড স্তর তৈরি করতে দেয়। এটি পৃষ্ঠে উপাদান যোগ না করে স্টেইনলেস স্টিলের অন্তর্নিহিত জারা প্রতিরোধ ক্ষমতা বাড়ায় — নিষ্ক্রিয় মাত্রা কার্যকরভাবে অপরিবর্তিত থাকে। চিকিত্সা, খাদ্য প্রক্রিয়াকরণ, ফার্মাসিউটিক্যাল এবং সামুদ্রিক অ্যাপ্লিকেশনগুলিতে স্টেইনলেস স্টীল সিএনসি মেশিনযুক্ত অংশগুলির জন্য প্যাসিভেশন একটি প্রমিত অনুশীলন এবং সাধারণত নিয়ন্ত্রিত শিল্পগুলিতে ASTM A967 বা ASTM A380 এর দ্বারা প্রয়োজনীয়।
পাউডার আবরণ ইলেক্ট্রোস্ট্যাটিকভাবে ধাতব পৃষ্ঠগুলিতে শুকনো পলিমার পাউডার প্রয়োগ করে, যা তারপরে একটি ওভেনে নিরাময় করা হয় যাতে একটি টেকসই, প্রভাব-প্রতিরোধী, হাজার হাজার রঙ এবং টেক্সচারে উপলব্ধ আলংকারিক ফিনিস তৈরি করা হয়। পাউডার আবরণ 50-100 µm পুরুত্ব যোগ করে এবং মাস্কিং বা পোস্ট-কোট মেশিনিং ছাড়া টাইট-সহনশীল পৃষ্ঠগুলিতে নির্দিষ্ট করা উচিত নয়। এটি সাধারণত অ্যালুমিনিয়াম এবং ইস্পাত সিএনসি মেশিনযুক্ত অংশগুলিতে ব্যবহৃত হয় যেখানে উপস্থিতি এবং জারা প্রতিরোধের প্রয়োজন হয় — সরঞ্জামের আবাসন, প্যানেল, কাঠামোগত ফ্রেম এবং ভোক্তা পণ্যের ঘের।
গুটিকা ব্লাস্টিং বায়ুর চাপে অংশের পৃষ্ঠে কাচের পুঁতিকে চালিত করে, উল্লেখযোগ্য উপাদান অপসারণ না করেই পৃষ্ঠের চূড়াগুলিকে বিকৃত করে একটি অভিন্ন, ম্যাট, সাটিন টেক্সচার তৈরি করে। প্রক্রিয়াটি মিলিং থেকে দিকনির্দেশক সরঞ্জামের চিহ্নগুলিকে সরিয়ে দেয়, সরঞ্জাম পথের দিকনির্বিশেষে সমস্ত পৃষ্ঠ জুড়ে একটি সামঞ্জস্যপূর্ণ চাক্ষুষ চেহারা তৈরি করে। গুটিকা বিস্ফোরিত CNC মেশিনযুক্ত অংশগুলি সাধারণত অ্যালুমিনিয়াম হাউজিং এবং প্যানেলে চূড়ান্ত ফিনিস হিসাবে বা চূড়ান্ত অংশে অভিন্ন ফিনিস চেহারা নিশ্চিত করার জন্য অ্যানোডাইজিং বা পাউডার আবরণের আগে প্রস্তুতির পদক্ষেপ হিসাবে ব্যবহৃত হয়।
একটি CNC মেশিনযুক্ত ধাতব অংশের বেশিরভাগ খরচ প্রথম চিপ কাটার আগে নির্ধারণ করা হয় — এটি জ্যামিতি, সহনশীলতা, উপাদান এবং অংশটি সম্পূর্ণ করার জন্য প্রয়োজনীয় সেটআপের সংখ্যা সম্পর্কে ডিজাইনের সিদ্ধান্ত দ্বারা লক করা হয়। ডিজাইন ফেজ চলাকালীন ম্যানুফ্যাকচারেবিলিটি (DFM) বিশ্লেষণের জন্য ডিজাইন নিয়মিতভাবে মেশিনিং খরচ 15-40 শতাংশ কমিয়ে দেয় এবং অংশের কার্যকারিতার সাথে আপস না করেই লিডের সময় উল্লেখযোগ্যভাবে কমিয়ে দেয়।
CNC মেশিনযুক্ত ধাতব উপাদানগুলির অ্যাপ্লিকেশনগুলি আধুনিক শিল্পের কার্যত প্রতিটি সেক্টরে বিস্তৃত, তবে বেশ কয়েকটি শিল্প তাদের কার্যকারিতা প্রয়োজনীয়তা এবং নিয়ন্ত্রক পরিবেশের কারণে নির্ভুল মেশিনযুক্ত ধাতব অংশগুলির বিশেষত নিবিড় ব্যবহারকারী।
অ্যারোস্পেস সিএনসি মেশিনযুক্ত অংশগুলি — কাঠামোগত বন্ধনী, ইঞ্জিনের উপাদান, ল্যান্ডিং গিয়ার ফিটিং, হাইড্রোলিক ম্যানিফোল্ডস, সেন্সর হাউজিংগুলি — অ্যালুমিনিয়াম, টাইটানিয়াম এবং নিকেল সুপারঅ্যালোয়ে উত্পাদিত হয় যে কোনও শিল্পের কঠোর সহনশীলতা এবং সবচেয়ে কঠোর মানের প্রয়োজনে। AS9100 মানের সিস্টেম সার্টিফিকেশন, AS9102 প্রতি প্রথম নিবন্ধ পরিদর্শন (FAI), এবং মিল সার্টি থেকে সমাপ্ত অংশ পর্যন্ত উপাদান ট্রেসেবিলিটি হল মানক প্রয়োজনীয়তা। মাল্টি-অক্ষ 5-অক্ষ CNC মেশিনিং জটিল কাঠামোগত উপাদানগুলির জন্য আদর্শ; কিছু টাইটানিয়াম এবং ইনকোনেল এরোস্পেস যন্ত্রাংশের বাই-টু-ফ্লাই অনুপাত 10:1 বা তার বেশি (10 কেজি কাঁচামাল 1 কেজির সমাপ্ত অংশ তৈরি করার জন্য মেশিন করা হয়), উপাদান নির্বাচন এবং যন্ত্রের দক্ষতাকে গুরুত্বপূর্ণ খরচ ড্রাইভার তৈরি করে।
অর্থোপেডিক ইমপ্লান্ট (যৌথ প্রতিস্থাপন, হাড়ের প্লেট, স্ক্রু), অস্ত্রোপচারের যন্ত্র, দাঁতের উপাদান, এবং ডায়াগনস্টিক সরঞ্জাম হাউজিং হল মেডিকেল CNC মেশিনযুক্ত ধাতব অংশগুলির প্রধান বিভাগ। টাইটানিয়াম এবং স্টেইনলেস স্টিল 316L প্রভাবশালী উপকরণ। মেডিকেল ডিভাইস কন্ট্রাক্ট ম্যানুফ্যাকচারিং এর জন্য ISO 13485 কোয়ালিটি সিস্টেম সার্টিফিকেশন প্রয়োজন। সারফেস ফিনিস ইমপ্লান্টের জন্য একটি গুরুত্বপূর্ণ কর্মক্ষমতা পরিবর্তনশীল — 0.1-0.2 µm বা তার চেয়ে ভালো Ra মানগুলি পরিধানের ধ্বংসাবশেষ তৈরি কমানোর জন্য সারফেস আর্টিকুলেট করার জন্য নির্দিষ্ট করা হয়েছে, যার জন্য CNC মেশিনের পরে ফিনিস গ্রাইন্ডিং বা ইলেক্ট্রোপলিশিং প্রয়োজন।
উচ্চ-ভলিউম স্বয়ংচালিত উত্পাদন প্রাথমিকভাবে এমন উপাদানগুলির জন্য CNC মেশিনিং ব্যবহার করে যা নির্ভুলতা প্রয়োজন যা ঢালাই বা ফোরজিং একা অর্জন করতে পারে না — ইঞ্জিন সিলিন্ডার হেড এবং ব্লক (বোর, মুখ এবং থ্রেডেড হোলগুলির মেশিনিং শেষ করা), ট্রান্সমিশন হাউজিং, ক্যালিপার বডি এবং যথার্থ শ্যাফ্ট। মোটরস্পোর্ট এবং পারফরম্যান্স স্বয়ংচালিত অ্যাপ্লিকেশনগুলি প্রায় একচেটিয়াভাবে CNC মেশিনযুক্ত ধাতব অংশগুলি ব্যবহার করে — টাইটানিয়াম সংযোগকারী রড, অ্যালুমিনিয়াম আপরাইট এবং সাসপেনশন উপাদান, বিলেট অ্যালুমিনিয়াম ইনটেক ম্যানিফোল্ডস এবং যথার্থ হুইল হাবগুলি সমস্ত উদাহরণ। IATF 16949 মানের সিস্টেম সার্টিফিকেশন এবং PPAP (প্রোডাকশন পার্ট অ্যাপ্রুভাল প্রসেস) ডকুমেন্টেশন স্বয়ংচালিত উত্পাদন সরবরাহ চেইনের মান।
তেল ও গ্যাস শিল্পে ডাউনহোল ড্রিলিং টুল, ওয়েলহেড কম্পোনেন্ট, ভালভ বডি, ম্যানিফোল্ড ব্লক এবং প্রেসার ভেসেল ফিটিং এর জন্য 4140 স্টিল, ইনকোনেল এবং ডুপ্লেক্স স্টেইনলেস সহ উচ্চ-শক্তির অ্যালয়গুলিতে বড় ব্যাসের CNC টার্নিং এবং মিলিং প্রয়োজন। উপাদানগুলি চরম চাপ, ক্ষয়কারী পরিবেশ এবং তাপমাত্রা সাইকেল চালানোর বিষয় যা উপাদান কর্মক্ষমতা এবং মাত্রিক নির্ভুলতা উভয়েরই দাবি করে। NACE MR0175/ISO 15156 টক পরিষেবা (H₂S) পরিবেশের জন্য উপাদানগত যোগ্যতার প্রয়োজনীয়তা অনেকগুলি ডাউনহোল উপাদানগুলির জন্য অনুমোদিত উপকরণ এবং তাপ চিকিত্সার অবস্থাকে সীমাবদ্ধ করে।
যথার্থ অ্যালুমিনিয়াম এবং স্টেইনলেস স্টীল সিএনসি মেশিনযুক্ত অংশগুলি সেমিকন্ডাক্টর মূলধন সরঞ্জামগুলিতে প্রমিত - ওয়েফার হ্যান্ডলিং রোবট অস্ত্র, ভ্যাকুয়াম চেম্বার উপাদান, নির্ভুল পর্যায় এবং মেট্রোলজি ফিক্সচার। ±0.005 মিমি পরিসরে সমতলতা, সমান্তরালতা এবং অবস্থানগত সহনশীলতা সেমিকন্ডাক্টর সরঞ্জাম অংশগুলির জন্য সাধারণ। অ্যালুমিনিয়াম 6061-T6 এবং 7075-T6 স্ট্যান্ডার্ড, হার্ড অ্যানোডাইজিং সহ রোবোটিক উপাদান জীবনের জন্য প্রয়োজনীয় পরিধান-প্রতিরোধী পৃষ্ঠ প্রদান করে। কনজিউমার ইলেক্ট্রনিক্স এনক্লোসারগুলি — ল্যাপটপ চ্যাসিস, ফোন ফ্রেম, স্পিকার হাউজিং — এছাড়াও সিএনসি মেশিনযুক্ত অ্যালুমিনিয়াম থেকে উচ্চ ভলিউমে উত্পাদিত হয়, পুঁতি ব্লাস্টেড এবং অ্যানোডাইজড ফিনিশগুলি বাজারের প্রত্যাশিত প্রিমিয়াম চেহারা প্রদান করে।
প্রোটোটাইপ সিএনসি মেশিনড পার্টস সোর্সিং করা হোক বা প্রোডাকশন ভলিউমের জন্য একজন সরবরাহকারীর যোগ্যতা অর্জন করা হোক না কেন, সক্ষমতা এবং গুণমানের বৈশিষ্ট্যের একই সেট নির্ধারণ করে যে একজন মেশিনিং সরবরাহকারী নির্ভরযোগ্যভাবে আপনার প্রয়োজনীয়তার অংশগুলি তৈরি করতে পারে কিনা।
ফেংলান হল চীনে বৈদ্যুতিক যথার্থ যন্ত্রাংশ প্রস্তুতকারক, স্বয়ংচালিত যথার্থ যন্ত্রাংশ নির্মাতারা এবং শিল্প যথার্থ যন্ত্রাংশ সরবরাহকারী. 2010 সাল থেকে যন্ত্রাংশ এবং উপাদান উত্পাদনে আপনার নির্ভরযোগ্য অংশীদার
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন
Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন  গোপনীয়তা
গোপনীয়তা



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17