2026-03-16
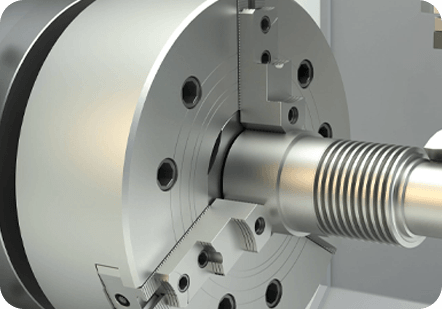
2026-03-16 একটি নির্ভুল মোটর শ্যাফ্ট হল একটি বৈদ্যুতিক মোটরের যান্ত্রিক আউটপুট উপাদান — ঘূর্ণায়মান নলাকার উপাদান যা মোটরের রটার থেকে কাপলিং, গিয়ার, পুলি, পিনিয়ন বা সরাসরি হস্তক্ষেপ-ফিট সংযোগের মাধ্যমে চালিত লোডে টর্ক প্রেরণ করে। এই প্রসঙ্গে "নির্ভুলতা" শব্দটি একটি বিপণন যোগ্যতা নয়; এটি আঁটসাঁট মাত্রিক সহনশীলতা, জ্যামিতিক নির্ভুলতার প্রয়োজনীয়তা এবং পৃষ্ঠের ফিনিশ বৈশিষ্ট্যগুলিকে বোঝায় যা একটি প্রিসিশন মোটর শ্যাফ্টকে একটি আদর্শ বাণিজ্যিক শ্যাফ্ট থেকে আলাদা করে। মেডিকেল ডিভাইস এবং ল্যাবরেটরি যন্ত্র থেকে শুরু করে সার্ভো ড্রাইভ, রোবোটিক্স এবং অ্যারোস্পেস অ্যাকচুয়েটর পর্যন্ত অ্যাপ্লিকেশনগুলিতে, শ্যাফ্টের মাত্রিক নির্ভুলতা সরাসরি সিস্টেমের কার্যকারিতা নির্ধারণ করে — ভারবহন ফিট গুণমান, কাপলিং কেন্দ্রীকতা, কম্পনের মাত্রা, ঘূর্ণনগত নির্ভুলতা এবং শেষ পর্যন্ত পুরো ড্রাইভ সমাবেশের নির্ভরযোগ্যতা।
এমনকি নির্দিষ্ট শ্যাফ্ট জ্যামিতি থেকে ছোট বিচ্যুতিগুলি গুরুতর সিস্টেম-স্তরের সমস্যাগুলিতে ক্যাসকেড করতে পারে। একটি শ্যাফ্ট ব্যাস যা 0.01 মিমি বড় আকারের একটি প্রেস-ফিট বিয়ারিং সমাবেশের সময় অতিরিক্ত চাপ সৃষ্টি করবে এবং ভিতরের দৌড়ে ফাটল ধরতে পারে। বিয়ারিং জার্নালে 0.005 মিমি রানআউট সহ একটি শ্যাফ্ট শ্যাফ্ট রোটেশনাল ফ্রিকোয়েন্সিতে বিয়ারিংয়ের উপর একটি চক্রীয় লোড চাপিয়ে দেবে, নাটকীয়ভাবে এর L10 পরিষেবা জীবনকে হ্রাস করবে। বিয়ারিং সিটের উপর ভুল পৃষ্ঠের রুক্ষতা সহ একটি শ্যাফ্ট — খুব রুক্ষ — অপারেশন চলাকালীন ভারবহন অভ্যন্তরীণ রেসে মাইক্রো-ওয়েল্ড করবে, যা বিচ্ছিন্নভাবে ধ্বংসাত্মক করে তুলবে। এগুলো এজ কেস নয়; এগুলি হল মোটর শ্যাফ্টগুলিকে অপর্যাপ্ত নির্ভুলতা গ্রেডের জন্য সোর্স করার নিয়মিত পরিণতি, এবং বোঝার জন্য কী নির্ভুল মোটর খাদ এই উপাদানগুলির সাথে নির্দিষ্ট করা, সংগ্রহ করা বা ডিজাইন করা যে কেউ তার জন্য সত্যিকার অর্থে সুনির্দিষ্ট অপরিহার্য।
একটি নির্ভুল মোটর শ্যাফ্ট একটি সাধারণ সিলিন্ডার নয় - এটি একটি বহু-বৈশিষ্ট্যযুক্ত মেশিনযুক্ত উপাদান যেখানে প্রতিটি জোন একটি নির্দিষ্ট মিলন উপাদানের সাথে ইন্টারফেস করার জন্য ডিজাইন করা হয়েছে এবং প্রতিটি ইন্টারফেস তার নিজস্ব মাত্রিক, জ্যামিতিক এবং পৃষ্ঠের ফিনিস প্রয়োজনীয়তা আরোপ করে। স্পেসিফিকেশন লেখার সময় এবং সরবরাহকারীর ক্ষমতা মূল্যায়ন করার সময় প্রতিটি বৈশিষ্ট্যের কাজ বোঝা সাহায্য করে।
বিয়ারিং জার্নাল হল শ্যাফটের নলাকার অংশ যা মোটরের রোলিং এলিমেন্ট বা প্লেইন বিয়ারিংয়ের ভিতরে বসে থাকে। এগুলি সাধারণত সমগ্র শ্যাফ্টের সবচেয়ে মাত্রিকভাবে সমালোচনামূলক বিভাগ। জার্নালের ব্যাসকে অবশ্যই শক্ত সহনশীলতা ধরে রাখতে হবে — সাধারণত IT5 বা IT6 গ্রেড প্রতি ISO 286, যা 5mm থেকে 50mm পর্যন্ত ব্যাসের উপর ±0.003mm থেকে ±0.008mm পর্যন্ত সহনশীলতায় অনুবাদ করে — সঠিক বিয়ারিং ফিট অর্জন করতে। বিয়ারিংয়ের জন্য একটি ক্লিয়ারেন্স ফিট ব্যবহার করা হয় যেগুলিকে অবশ্যই হ্যান্ড ফোর্স বা হালকা টুলিং (ট্রানজিশন ফিট) দিয়ে শ্যাফ্টের উপর চাপতে হবে, যখন একটি হস্তক্ষেপ ফিট ব্যবহার করা হয় যেখানে ভারের নিচে হামাগুড়ি রোধ করার জন্য ভারবহনকারী অভ্যন্তরীণ রেসটিকে অবশ্যই শ্যাফ্টের সাথে নিরাপদে লক করা আবশ্যক। বিয়ারিং জার্নালগুলিতে পৃষ্ঠের রুক্ষতা রোলিং এলিমেন্ট বিয়ারিংয়ের জন্য Ra 0.4 µm থেকে Ra 0.8 µm এবং প্লেইন হাইড্রোডাইনামিক বিয়ারিংয়ের জন্য Ra 0.2 µm বা সূক্ষ্মভাবে নির্দিষ্ট করা হয়েছে যেখানে পৃষ্ঠের ফিনিস সরাসরি তেল ফিল্ম গঠনকে প্রভাবিত করে যা শ্যাফ্টকে সমর্থন করে।
একটি নির্ভুল মোটর শ্যাফ্টের আউটপুট বা ড্রাইভের শেষ অংশটি লোডের সাথে সংযোগ করে — একটি কীড হাব, স্প্লাইন কাপলিং, পিনিয়ন গিয়ার, পুলি, এনকোডার ডিস্ক বা অন্যান্য পাওয়ার ট্রান্সমিশন উপাদানের মাধ্যমে। শ্যাফটের মধ্যে মেশিন করা কীওয়েগুলি একটি ইতিবাচক ঘূর্ণনশীল ড্রাইভ সংযোগ প্রদান করে যা শুধুমাত্র হস্তক্ষেপের উপর নির্ভর না করে টর্ক প্রেরণ করে। স্প্লাইন্ড শ্যাফ্ট প্রান্তগুলি - উভয় অন্তর্ভূক্ত এবং সোজা-পার্শ্বযুক্ত প্রোফাইলগুলি - একাধিক যোগাযোগ বিন্দু জুড়ে টর্ক বিতরণ করে, উচ্চ টর্ক ক্ষমতা এবং একক কীওয়ের চেয়ে ভাল মিসলাইনমেন্ট সহনশীলতা প্রদান করে। স্পষ্টতা গ্রাউন্ড টেপারড শ্যাফ্ট প্রান্তগুলি ব্যবহার করা হয় অ্যাপ্লিকেশনগুলিতে সহজে সমাবেশ এবং একটি চাবি ছাড়া হাবগুলিকে বিচ্ছিন্ন করার জন্য, যেখানে টেপার অ্যাঙ্গেল একটি অক্ষীয় ক্ল্যাম্পিং বাদাম প্রয়োগের উপর নির্ভর করে একটি স্ব-লকিং বা রিলিজেবল হস্তক্ষেপ ফিট তৈরি করে। শ্যাফ্টের প্রান্তে থ্রেড বৈশিষ্ট্যগুলি অক্ষীয় লোডের বিরুদ্ধে কাপলিং হাব, এনকোডার ডিস্ক বা শেষ ক্যাপগুলি ধরে রাখে।
বেশিরভাগ বৈদ্যুতিক মোটর ডিজাইনে, রটার ল্যামিনেশন স্ট্যাক বা স্থায়ী চুম্বক সমাবেশ সরাসরি মোটর শ্যাফ্টে হস্তক্ষেপ-ফিট করা হয়। রটার মাউন্টিং জোনে অবশ্যই একটি নির্দিষ্ট হস্তক্ষেপের জন্য একটি সুনির্দিষ্টভাবে নিয়ন্ত্রিত ব্যাস থাকতে হবে যা প্রেস-ফিটিংয়ের সময় রটারের ল্যামিনেশনগুলি ক্র্যাক না করে পর্যাপ্ত টর্ক ট্রান্সমিশন প্রদান করে। উচ্চ-গতির মোটরগুলিতে, রটার-টু-শ্যাফ্ট হস্তক্ষেপকে অবশ্যই সর্বাধিক গতিতে রটারের কেন্দ্রাতিগ প্রসারণকে প্রতিহত করতে হবে — যদি হস্তক্ষেপ অপর্যাপ্ত হয়, তাহলে রটারটি গতিতে শিথিল হতে পারে, যার ফলে বিপর্যয়মূলক ভারসাম্যহীনতা সৃষ্টি হয়। রটার মাউন্টিং জোনের বৃত্তাকারতা রটার সমাবেশের পরে অর্জনযোগ্য গতিশীল ভারসাম্যের গুণমানকে সরাসরি প্রভাবিত করে: একটি আউট-অফ-গোলাকার শ্যাফ্ট রটার ভর বন্টনে একটি উদ্বেগজনক ত্রুটির পরিচয় দেয় যা পরবর্তী ভারসাম্য দ্বারা সম্পূর্ণরূপে সংশোধন করা যায় না।
শ্যাফ্ট বিভাগের মধ্যে ব্যাস রূপান্তর কাঁধ তৈরি করে যা অক্ষীয়ভাবে বিয়ারিং, রোটর এবং শ্যাফ্ট বরাবর অন্যান্য উপাদানগুলি সনাক্ত করে। শ্যাফ্ট অক্ষে এই কাঁধের বর্গক্ষেত্র — লম্বতা সহনশীলতা — নির্ধারণ করে যে বিয়ারিং এবং রোটর আসন কতটা বর্গাকারভাবে প্রি-লোড এবং অক্ষীয় প্রান্তিককরণকে প্রভাবিত করে। কাঁধের গোড়ায় এবং স্থলভাগের শেষে আন্ডারকাট খাঁজগুলি আকস্মিক ব্যাসের পরিবর্তনের ফলে সৃষ্ট চাপের ঘনত্বকে উপশম করে, যা চক্রীয় টর্সনাল এবং নমন লোডের অধীনে শ্যাফ্টের ক্লান্তি জীবনকে উল্লেখযোগ্যভাবে উন্নত করে। হাই-সাইকেল নির্ভুল মোটর শ্যাফ্টে, এই আন্ডারকাট রেডিআই এবং তাদের পৃষ্ঠের ফিনিশগুলি শ্যাফ্টের সামগ্রিক উপাদান শক্তির মতো পরিষেবা জীবনের জন্য গুরুত্বপূর্ণ।
একটি নির্ভুল মোটর শ্যাফ্টের জন্য উপাদান নির্বাচনের মধ্যে রয়েছে ভারসাম্য যন্ত্র এবং গ্রাইন্ডেবিলিটি (যা অর্জনযোগ্য মাত্রিক নির্ভুলতা নির্ধারণ করে), যান্ত্রিক শক্তি এবং ক্লান্তি প্রতিরোধ (যা লোড-বহন ক্ষমতা এবং পরিষেবা জীবন নির্ধারণ করে), চৌম্বকীয় বৈশিষ্ট্য (যে অ্যাপ্লিকেশনগুলিতে শ্যাফ্টটি মোটর সার্কিটের মাধ্যমে যায়) এবং সার্কিটের জন্য ম্যাগনেটিক অ্যাপ্লিকেশানের জন্য গুরুত্বপূর্ণ। ভেজা, রাসায়নিকভাবে আক্রমণাত্মক, বা খাদ্য-গ্রেড পরিবেশ)।
| উপাদান | সাধারণ গ্রেড | মূল বৈশিষ্ট্য | সাধারণ আবেদন |
| কার্বন ইস্পাত | C45, 1045, S45C | ভাল শক্তি, মেশিনেবল, কম খরচে | সাধারণ শিল্প মোটর, HVAC, পাম্প |
| খাদ ইস্পাত | 42CrMo4, 4140, SCM440 | উচ্চ শক্তি, ক্লান্তি প্রতিরোধী, তাপ চিকিত্সাযোগ্য | সার্ভো মোটর, উচ্চ-টর্ক ড্রাইভ, গিয়ারবক্স আউটপুট |
| কেস-কঠিন ইস্পাত | 16MnCr5, 8620 | হার্ড পৃষ্ঠ, শক্ত কোর, প্রতিরোধী পরিধান | অবিচ্ছেদ্য pinions সঙ্গে shafts, উচ্চ পরিধান জার্নাল |
| স্টেইনলেস স্টীল | 303, 316, 17-4PH | জারা প্রতিরোধী, অ-চৌম্বকীয় (austenitic) | মেডিকেল ডিভাইস, খাদ্য প্রক্রিয়াকরণ, সামুদ্রিক মোটর |
| টাইটানিয়াম খাদ | Ti-6Al-4V | উচ্চ শক্তি-থেকে-ওজন, অ-চৌম্বকীয়, জারা প্রতিরোধী | অ্যারোস্পেস অ্যাকুয়েটর, এমআরআই-সামঞ্জস্যপূর্ণ মোটর |
| অ্যালুমিনিয়াম খাদ | 7075-T6, 6061-T6 | লাইটওয়েট, অ-চৌম্বকীয়, ভাল machinability | ছোট উচ্চ গতির মোটর, UAV ড্রাইভ, রোবোটিক্স |
অনেক নির্ভুল মোটর শ্যাফ্ট উপকরণ প্রয়োজনীয় যান্ত্রিক বৈশিষ্ট্য বিকাশের জন্য তাপ-চিকিত্সা করা হয় — 900-1,200 MPa এর প্রসার্য শক্তি অর্জনের জন্য অ্যালয় স্টিলের টেম্পারিং এবং টেম্পারিং, একটি শক্ত কোর সহ একটি শক্ত পরিধান-প্রতিরোধী পৃষ্ঠ অর্জনের জন্য কম-অ্যালয় স্টিলের কেস কার্বারাইজিং, বা অত্যন্ত শক্ত স্তরের ডিসমিনাল স্তরের সাথে নাইট্রিডিং। তাপ চিকিত্সা এবং নির্ভুল নাকাল অপারেশনের ক্রমটি গুরুত্বপূর্ণ: তাপ চিকিত্সা মাত্রিক বিকৃতি ঘটায় যা পরবর্তী গ্রাইন্ডিং দ্বারা সংশোধন করা আবশ্যক। যথার্থ মোটর শ্যাফ্টগুলি সাধারণত রুক্ষ-মেশিনযুক্ত, তাপ-চিকিত্সা করা হয়, প্রয়োজনে সোজা করা হয়, এবং তারপরে চূড়ান্ত মাত্রায় নির্ভুলতা-স্থল। তাপ চিকিত্সার পরে চূড়ান্ত গ্রাইন্ডিং - আগে নয় - একই সাথে প্রয়োজনীয় যান্ত্রিক বৈশিষ্ট্য এবং একটি নির্ভুল মোটর শ্যাফ্টের টাইট ডাইমেনশনাল সহনশীলতা অর্জন করার একমাত্র নির্ভরযোগ্য উপায়।
সহনশীলতা স্পেসিফিকেশন স্পষ্টতা মোটর খাদ নকশা প্রযুক্তিগত হৃদয়. খুব শিথিল এবং খাদ তার উদ্দেশ্য কাজ সম্পাদন করতে পারে না; অপ্রয়োজনীয়ভাবে আঁটসাঁট এবং উত্পাদন খরচ সুবিধা ছাড়াই বেড়ে যায়। প্রতিটি বৈশিষ্ট্যের জন্য কোন সহনশীলতা সবচেয়ে গুরুত্বপূর্ণ, এবং বিভিন্ন অ্যাপ্লিকেশন এবং গতির জন্য কোন মানগুলি উপযুক্ত তা বোঝা যা একটি সুনির্দিষ্ট নির্ভুল মোটর শ্যাফ্ট অঙ্কনকে আলাদা করে যা হয় কম-নির্দিষ্ট বা অপ্রয়োজনীয়ভাবে টাইট।
শ্যাফ্ট ব্যাস ISO 286 সহনশীলতা সিস্টেম ব্যবহার করে নির্দিষ্ট করা হয়, যা সহনশীলতা গ্রেড (আইটি গ্রেড, মোট সহনশীলতা ব্যান্ড প্রস্থ নির্দেশ করে) এবং মৌলিক বিচ্যুতি (নামমাত্র মাত্রার সাপেক্ষে সহনশীলতা ব্যান্ডের অবস্থান নির্দেশ করে এমন একটি চিঠি) উভয়কেই সংজ্ঞায়িত করে। নির্ভুল মোটর শ্যাফ্ট বিয়ারিং জার্নালগুলির জন্য, সাধারণ স্পেসিফিকেশন হল k5 বা k6 বিয়ারিংগুলির জন্য একটি হালকা হস্তক্ষেপ ফিট প্রয়োজন এবং h5 বা h6 একটি ট্রানজিশন বা হালকা ক্লিয়ারেন্স ফিট সহ একত্রিত বিয়ারিংয়ের জন্য। একটি 20 মিমি বিয়ারিং জার্নালে, k5 সহনশীলতা 0.002 মিমি থেকে 0.011 মিমি ব্যাসের পরিসরের সাথে মিলে যায় - মাত্র 9 মাইক্রোমিটারের মোট সহনশীলতা ব্যান্ড। উত্পাদনে ধারাবাহিকভাবে এটি অর্জনের জন্য সুনির্দিষ্ট মেশিন এবং ড্রেসিং নিয়ন্ত্রণের সাথে নলাকার গ্রাইন্ডিং এবং 0.001 মিমি বা তার চেয়ে ভাল রেজোলিউশন সহ ক্যালিব্রেটেড বোর গেজ বা এয়ার গেজ ব্যবহার করে গ্রাইন্ড করার পরে 100% মাত্রিক যাচাইকরণ প্রয়োজন।
বিয়ারিং জার্নালের গোলাকারতা (বৃত্তাকার) - একটি নিখুঁত বৃত্ত থেকে যেকোনো ক্রস-বিভাগীয় প্রোফাইলের বিচ্যুতি - সাধারণত নির্ভুল মোটর শ্যাফ্টের জন্য ব্যাসের সহনশীলতার 50% বা তার কম এ নির্দিষ্ট করা হয়। 9µm ব্যাস সহনশীলতা সহ একটি k5 জার্নালের জন্য, 4–5µm এর বৃত্তাকার একটি সাধারণ প্রয়োজন। নলাকারতা — ভারবহন জার্নালের দৈর্ঘ্য বরাবর গোলাকারতা এবং সোজাতার সম্মিলিত বৈচিত্র — দীর্ঘ ভারবহন আসনের জন্য আরও বেশি চাহিদাপূর্ণ প্রয়োজন, যাতে বিয়ারিং তার সম্পূর্ণ প্রস্থের সাথে সমানভাবে ফিট হয়। গোলাকারতা এবং নলাকারতা একটি নির্ভুল বৃত্তাকার পরিমাপ মেশিনে (যেমন একটি টেলর হবসন ট্যালিরন্ড) একটি যোগাযোগকারী প্রোব ব্যবহার করে পরিমাপ করা হয় যা আদর্শ বৃত্তাকার আকারের বিপরীতে প্রকৃত পৃষ্ঠের জ্যামিতিকে ম্যাপ করে।
রানআউট হল নির্ভুল মোটর শ্যাফ্টের জন্য সবচেয়ে পারফরম্যান্স-সমালোচনামূলক জ্যামিতিক সহনশীলতা কারণ এটি সরাসরি কম্পন এবং ভারবহন লোড তৈরি করে যা মোটরের গতি, শব্দ এবং পরিষেবা জীবন সীমাবদ্ধ করে। মোট নির্দেশিত রানআউট (TIR) — কেন্দ্রগুলির মধ্যে শ্যাফ্ট ঘোরানোর মাধ্যমে এবং একটি নির্দিষ্ট ব্যাসে মোট ডায়াল সূচকের বিচ্যুতি পরিমাপ করে পরিমাপ করা হয় — একটি একক পরিমাপে বৃত্তাকার ত্রুটি এবং সমাক্ষতা ত্রুটি (মাপা বৈশিষ্ট্যের অক্ষ এবং ডেটাম অক্ষের মধ্যে অফসেট) একত্রিত করে। সার্ভো এবং প্রিসিশন মোশন অ্যাপ্লিকেশানগুলিতে নির্ভুল মোটর শ্যাফ্টের জন্য, বিয়ারিং জার্নালগুলির সাথে সম্পর্কিত আউটপুট এন্ড জার্নালে TIR সাধারণত 0.005mm থেকে 0.015mm নির্দিষ্ট করা হয়। 3,000 RPM-এ, 0.01 মিমি-এর একটি টিআইআর একটি কেন্দ্রাতিগ উত্তেজনা শক্তি তৈরি করে যা শ্যাফ্ট এবং রটার ভরের উপর নির্ভর করে, কম্পন প্রশস্ততা তৈরি করতে পারে যা বিকেন্দ্রতার চেয়েও বেশি মাত্রার ক্রম তৈরি করতে পারে, ভারবহন জীবনকে দ্রুত অবনমিত করে এবং বদ্ধ অবস্থানের যথার্থতার সাথে আপস করে।
একটি নির্ভুল মোটর শ্যাফ্টের বিভিন্ন অঞ্চলের জন্য বিভিন্ন পৃষ্ঠের রুক্ষতা মান প্রয়োজন, এবং সমগ্র শ্যাফ্টের জন্য একটি একক পৃষ্ঠের রুক্ষতা নির্দিষ্ট করা একটি সাধারণ আন্ডার-স্পেসিফিকেশন ত্রুটি। বিয়ারিং জার্নালে বল এবং রোলার বিয়ারিংয়ের জন্য Ra 0.4–0.8 µm এবং প্লেইন বিয়ারিংয়ের জন্য Ra 0.1–0.4 µm প্রয়োজন। সীল যোগাযোগের পৃষ্ঠগুলি (যেখানে একটি ঠোঁট সীল বা গোলকধাঁধা সীল শ্যাফ্টের সাথে যোগাযোগ করে) শ্যাফ্ট ঘূর্ণনের দিকে Ra 0.2-0.4 µm গ্রাউন্ড প্রয়োজন, সীসার উপর কঠোর সীমা সহ (হেলিকাল গ্রাইন্ডিং চিহ্ন যা সিলের পরে লুব্রিকেন্ট পাম্প করতে পারে)। রটার মাউন্টিং জোনগুলি সাধারণত Ra 0.8–1.6 µm-এ নির্দিষ্ট করা হয় — সামান্য রুক্ষ পৃষ্ঠগুলি প্রকৃতপক্ষে শ্যাফ্ট এবং বোর পৃষ্ঠের মধ্যে মাইক্রো-মেকানিক্যাল ইন্টারলকিং প্রদান করে হস্তক্ষেপ ফিটগুলির টর্ক ধারণকে উন্নত করতে পারে। কীওয়ে এবং স্প্লাইন পৃষ্ঠতলগুলি সাধারণত মিলিং বা ব্রোচিং অপারেশন থেকে Ra 1.6–3.2 µm এ রেখে দেওয়া হয়, কারণ এই পৃষ্ঠগুলি তাদের কাজের জন্য পৃষ্ঠের গুণমানের উপর নির্ভর না করে ফর্ম যোগাযোগের মাধ্যমে লোড প্রেরণ করে।
নির্ভুল মোটর শ্যাফ্ট অ্যাপ্লিকেশনের জন্য প্রয়োজনীয় সহনশীলতা অর্জনের জন্য একটি সাবধানে ক্রমানুসারে উত্পাদন প্রক্রিয়ার চাহিদা রয়েছে যেখানে প্রতিটি অপারেশন পরবর্তী জন্য শর্ত সেট আপ করে। প্রসেস চেইনের যেকোনো ধাপ এড়িয়ে যাওয়া বা শর্টকাট করার ফলে শ্যাফ্টগুলি নির্ভরযোগ্যভাবে পরিণত হয় যা স্পেসিফিকেশন পূরণ করতে ব্যর্থ হয়, যা ইনকামিং পরিদর্শনের সময় আবিষ্কৃত হয় বা — আরও ব্যয়বহুল — সমাবেশের সময় বা পরিষেবার শুরুতে।
CNC একটি সূক্ষ্ম লেদ চালু করা মৌলিক শ্যাফ্ট জ্যামিতি স্থাপন করে — সমস্ত ব্যাস, দৈর্ঘ্য, কাঁধ, আন্ডারকাট এবং টেপার — পরবর্তী নলাকার পিষানোর জন্য স্থল পৃষ্ঠে 0.1 মিমি থেকে 0.3 মিমি উপাদান ভাতা। এই পর্যায়ে উভয় খাদ প্রান্তে ড্রিল করা কেন্দ্রের গর্তগুলি পরবর্তী সমস্ত গ্রাইন্ডিং এবং পরিদর্শন ক্রিয়াকলাপের জন্য রেফারেন্স ডেটাম হয়ে ওঠে। এই কেন্দ্রের গর্তগুলির যথার্থতা - তাদের ঘনত্ব, গভীরতা এবং পৃষ্ঠের ফিনিস - পরবর্তী গ্রাইন্ডিংয়ে অর্জনযোগ্য নির্ভুলতা সরাসরি নির্ধারণ করে, কারণ সমস্ত স্থল ক্রিয়াকলাপের সময় শ্যাফ্ট এই কেন্দ্রগুলিতে ঘোরে। একটি লাইভ সেন্টার এবং যত্নশীল মেশিন সেটআপ সহ একটি সিএনসি লেথের উপর নির্ভুলতা কেন্দ্র ড্রিলিং একটি নির্ভুল মোটর শ্যাফ্টে একটি তুচ্ছ অপারেশন নয়; এটি সেই ভিত্তি যার উপর পরবর্তী সমস্ত নির্ভুলতা নির্ভর করে।
নলাকার নাকাল হল নির্ভুল মোটর শ্যাফ্ট জার্নাল এবং ভারবহন আসনের জন্য নির্দিষ্ট উত্পাদন প্রক্রিয়া। শ্যাফ্টটি গ্রাইন্ডিং মেশিনে নির্ভুলতা কেন্দ্রগুলির মধ্যে মাউন্ট করা হয় এবং ধীরে ধীরে ঘোরানো হয় যখন একটি উচ্চ-গতির গ্রাইন্ডিং হুইল জার্নাল পৃষ্ঠকে অতিক্রম করে, চূড়ান্ত ব্যাস, গোলাকারতা, নলাকারতা এবং পৃষ্ঠের সমাপ্তি অর্জনের জন্য ফিনিশিং কাটে প্রতি পাসে 0.002-0.005 মিমি অপসারণ করে। আধুনিক CNC নলাকার গ্রাইন্ডিং মেশিনগুলি সঠিকভাবে রক্ষণাবেক্ষণ এবং তাপীয়ভাবে স্থিতিশীল হলে ±0.001mm ব্যাসের পুনরাবৃত্তিযোগ্যতা অর্জন করে এবং নিয়মিতভাবে Ra 0.1–0.4 µm পৃষ্ঠের রুক্ষতা অর্জন করে। পোস্ট-প্রসেস গেজিং — মেশিনে বসানো ইন-প্রসেস গেজ ব্যবহার করে গ্রাইন্ডিং পাসের মধ্যে স্বয়ংক্রিয়ভাবে শ্যাফ্ট ব্যাস পরিমাপ করা — তাপীয় প্রসারণ এবং গ্রাইন্ডিং হুইল পরিধান দ্বারা প্রবর্তিত মাত্রিক বৈচিত্র্যকে দূর করে, ম্যানুয়াল হস্তক্ষেপ ছাড়াই উত্পাদন ব্যাচ জুড়ে আকারের সামঞ্জস্য বজায় রাখে।

কীওয়েগুলি চূড়ান্ত নাকালের আগে শ্যাফ্টের মধ্যে মিলিত হয়, কীওয়ের প্রান্তে চাপের ঘনত্ব প্রবর্তন এড়াতে যা চাকার যোগাযোগের সময় মাইক্রো-ক্র্যাকিং হতে পারে। সূক্ষ্ম মোটর শ্যাফ্টের স্প্লাইনগুলি হবিং, মিলিং বা কোল্ড রোলিং দ্বারা উত্পাদিত হয় — কোল্ড-রোল্ড স্প্লাইনগুলিতে ঘূর্ণায়মান প্রক্রিয়া থেকে সংকোচকারী অবশিষ্ট স্ট্রেসের অতিরিক্ত সুবিধা রয়েছে যা মেশিনযুক্ত স্প্লাইনের তুলনায় ক্লান্তি প্রতিরোধের উন্নতি করে। শ্যাফ্টের প্রান্তে থ্রেডগুলিকে শেষ নাকালের পরে কাটা বা ঘূর্ণায়মান করা হয় যাতে মাটির উপরিভাগে বিরক্ত না হয়। থ্রেড রোলিং — থ্রেড ফর্মটিকে শ্যাফ্ট সারফেসে কাটার পরিবর্তে চাপ দেওয়া — কম্প্রেসিভ সারফেস স্ট্রেস সহ আরও শক্তিশালী থ্রেড তৈরি করে এবং যথার্থ মোটর শ্যাফ্টে থ্রেড কাটার চেয়ে পছন্দ করা হয় যেখানে থ্রেডের ক্লান্তি জীবন একটি উদ্বেগের বিষয়।
কীভাবে নির্ভুল মোটর শ্যাফ্টগুলি পরিষেবাতে ব্যর্থ হয় — এবং কেন — ডিজাইনার এবং নির্দিষ্টকরণের জন্য সেগুলি কীভাবে তৈরি করা হয় তা বোঝার মতোই গুরুত্বপূর্ণ। বেশিরভাগ নির্ভুল মোটর শ্যাফ্ট ব্যর্থতাগুলি অল্প সংখ্যক মূল কারণগুলির মধ্যে একটিতে সনাক্ত করা যায় যা একবার শনাক্ত হয়ে গেলে, নকশা, উপাদান নির্বাচন, বা উত্পাদন প্রক্রিয়া পরিবর্তনের মাধ্যমে সমাধান করা সহজ।
একটি সম্পূর্ণ নির্ভুল মোটর শ্যাফ্ট স্পেসিফিকেশন দ্ব্যর্থহীনভাবে প্রস্তুতকারকের সাথে যোগাযোগ করে — তা অভ্যন্তরীণ উৎপাদন সুবিধা হোক বা বহিরাগত সরবরাহকারী — ঠিক কী প্রয়োজন এবং কীভাবে সামঞ্জস্য যাচাই করা হবে। অসম্পূর্ণ স্পেসিফিকেশনগুলি হল নন-কনফর্মিং শ্যাফ্টগুলি সরবরাহ করা এবং গৃহীত হওয়ার একক সবচেয়ে সাধারণ কারণ, শুধুমাত্র মোটর সমাবেশের সময় বা পরিষেবার শুরুতে সমস্যা দেখা দেওয়ার জন্য। নিম্নোক্ত উপাদানগুলিকে অবশ্যই স্পষ্টভাবে সংজ্ঞায়িত করতে হবে যে কোনো নির্ভুল মোটর শ্যাফ্ট স্পেসিফিকেশনে।
প্রিসিশন মোটর শ্যাফ্ট সোর্সিং ইঞ্জিনিয়ার এবং প্রকিউরমেন্ট দলগুলি স্ট্যান্ডার্ড ক্যাটালগ নির্ভুল শ্যাফ্ট ক্রয়, একটি নির্দিষ্ট অঙ্কনে কাস্টম-মেশিন শ্যাফ্ট অর্ডার করা বা মোটর প্রস্তুতকারকদের থেকে OEM প্রতিস্থাপন শ্যাফ্ট সোর্সিংয়ের মধ্যে একটি ত্রিমুখী পছন্দের মুখোমুখি হয়। প্রতিটি বিকল্পের একটি আলাদা খরচ, লিড টাইম এবং ন্যূনতম অর্ডারের পরিমাণ প্রোফাইল রয়েছে এবং সঠিক পছন্দটি অ্যাপ্লিকেশনটির ভলিউমের প্রয়োজনীয়তার উপর নির্ভর করে, একটি স্ট্যান্ডার্ড পণ্য স্পেসিফিকেশনের সাথে কতটা ঘনিষ্ঠভাবে মেলে এবং শ্যাফ্ট একটি প্রতিস্থাপন অংশ বা একটি নতুন ডিজাইনের উপাদান কিনা।
নির্ভুল গ্রাউন্ড শ্যাফটিং — গ্যারান্টিযুক্ত h6 বা g6 ব্যাস সহনশীলতা এবং 0.02 মিমি প্রতি 300 মিমি-এর নিচে স্ট্রেইটনেস সহ স্ট্যান্ডার্ড দৈর্ঘ্য এবং ব্যাস সরবরাহ করা হয় — কার্বন স্টিল, স্টেইনলেস স্টিল এবং কেস-কঠিন স্টিলের শ্যাফ্ট এবং লিনিয়ার মোশন কম্পোনেন্ট সরবরাহকারীদের কাছ থেকে পাওয়া যায়। এই বিকল্পটি উপযুক্ত যখন শ্যাফ্ট জ্যামিতি সহজ (ধ্রুবক ব্যাস বা স্ট্যান্ডার্ড ইনক্রিমেন্ট সহ ধাপে ধাপে), প্রয়োজনীয় সহনশীলতা ক্যাটালগ পণ্যের স্পেসিফিকেশনের সাথে মেলে এবং সেকেন্ডারি অপারেশন (কীওয়ে মিলিং, থ্রেডিং, ড্রিলিং) ঘরে বা স্থানীয় যন্ত্রবিদ দ্বারা সঞ্চালিত হতে পারে। উল্লেখযোগ্য সুবিধা হ'ল কাস্টম মেশিনিংয়ের জন্য টুলিং খরচ বা লিড টাইম ছাড়াই তাত্ক্ষণিক উপলব্ধতা — প্রোটোটাইপিং, মেরামত এবং কম-ভলিউম উত্পাদনের জন্য গুরুত্বপূর্ণ।
নির্দিষ্ট বৈশিষ্ট্য সহ মোটর শ্যাফ্ট জ্যামিতির জন্য — ইন্টিগ্রেটেড পিনিয়ন দাঁত, স্প্লাইন, নির্দিষ্ট রানআউট সম্পর্কের একাধিক নির্ভুল জার্নাল, টেপারড এন্ড বা বিশেষ উপকরণ — একটি নির্ভুল শ্যাফ্ট প্রস্তুতকারকের কাছ থেকে কাস্টম মেশিনিং হল উপযুক্ত রুট। কাস্টম শ্যাফ্টগুলি গ্রাহকের অঙ্কনে উত্পাদিত হয় এবং প্রসবের আগে নির্দিষ্ট গ্রহণযোগ্যতার মানদণ্ডে পরিদর্শন করা হয়। কাস্টম প্রিসিশন মোটর শ্যাফ্টের লিড টাইম সাধারণত মাঝারি পরিমাণে স্ট্যান্ডার্ড ম্যাটেরিয়ালের জন্য 2-6 সপ্তাহ পর্যন্ত হয়ে থাকে, বহিরাগত পদার্থের জন্য দীর্ঘ লিড টাইম, দীর্ঘ চুল্লি চক্রের সাথে তাপ চিকিত্সার ক্রম, বা একাধিক গ্রাইন্ড-এন্ড-মেজার পুনরাবৃত্তির প্রয়োজন হয়। একটি কাস্টম শ্যাফ্ট অর্ডার দেওয়ার সময়, একটি সম্পূর্ণ এবং দ্ব্যর্থহীন অঙ্কন প্রদান করা হল প্রথম ডেলিভারিতে কনফর্মিং পার্টস পাওয়ার ক্ষেত্রে একক সবচেয়ে গুরুত্বপূর্ণ ফ্যাক্টর — অস্পষ্ট অঙ্কনগুলি ব্যাখ্যার ত্রুটি তৈরি করে, স্পষ্টীকরণের জন্য অনুরোধ যা লিড টাইম বাড়িয়ে দেয়, এবং মানানসই-টু-ড্রয়িং-কিন্তু-উদ্দেশ্যের জন্য উপযুক্ত নয় যা প্রযুক্তিগতভাবে গ্রাহকের দায়িত্ব।
নির্ভুল মোটর শ্যাফ্ট তৈরি করার দাবি করে এমন সমস্ত মেশিন শপগুলিতে ধারাবাহিকভাবে IT5 বা IT6 ব্যাস সহনশীলতা, সাব-5µm রানআউট এবং Ra 0.4 µm পৃষ্ঠের সমাপ্তি অর্জনের জন্য সরঞ্জাম, প্রক্রিয়া নিয়ন্ত্রণ এবং পরিমাপের ক্ষমতা নেই। একটি নতুন নির্ভুল শ্যাফ্ট সরবরাহকারীর যোগ্যতা অর্জন করার আগে, নিম্নলিখিতগুলি যাচাই করুন: গ্রাইন্ডিং মেশিনের বহর এবং এর বয়স এবং রক্ষণাবেক্ষণের অবস্থা; পরিদর্শনের জন্য উপলব্ধ মেট্রোলজি সরঞ্জাম (গোলাকার পরিমাপের মেশিন, সিএমএম বা ডায়াল গেজ সহ নির্ভুল বেঞ্চ কেন্দ্র, পৃষ্ঠের প্রোফাইলোমিটার এবং তাদের ক্রমাঙ্কন অবস্থা); সরবরাহকারীর প্রক্রিয়া ডকুমেন্টেশন এবং গুণমান ব্যবস্থাপনা সিস্টেম সার্টিফিকেশন (ন্যূনতম হিসাবে ISO 9001, স্বয়ংচালিত-সরবরাহ নির্ভুল শ্যাফ্টের জন্য IATF 16949); এবং প্রাথমিক নমুনার সমস্ত সমালোচনামূলক বৈশিষ্ট্যের জন্য প্রকৃত পরিমাপিত মান সহ প্রথম-নিবন্ধ পরিদর্শন প্রতিবেদন (FAIRs) প্রদান করতে তাদের ইচ্ছা - শুধু পাস/ফেল স্ট্যাম্প নয়। একজন সরবরাহকারী যিনি প্রথম নিবন্ধগুলিতে প্রকৃত পরিমাপের ডেটা প্রদান করতে অনিচ্ছুক, তারা কীভাবে তাদের উত্পাদন গুণমান পরিচালনা করে সে সম্পর্কে আপনাকে গুরুত্বপূর্ণ কিছু বলছে৷
ফেংলান হল চীনে বৈদ্যুতিক যথার্থ যন্ত্রাংশ প্রস্তুতকারক, স্বয়ংচালিত যথার্থ যন্ত্রাংশ নির্মাতারা এবং শিল্প যথার্থ যন্ত্রাংশ সরবরাহকারী. 2010 সাল থেকে যন্ত্রাংশ এবং উপাদান উত্পাদনে আপনার নির্ভরযোগ্য অংশীদার
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন
Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন  গোপনীয়তা
গোপনীয়তা



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17