2026-05-08
2026-05-08 ড্রাইভ খাদ উত্পাদন একটি ইঞ্জিন বা মোটর থেকে চাকা, অ্যাক্সেল বা অন্যান্য চালিত উপাদানগুলিতে ঘূর্ণনশীল যান্ত্রিক উপাদানগুলির নকশা, গঠন, মেশিনিং, একত্রিতকরণ এবং পরীক্ষা করার প্রক্রিয়া। একটি ড্রাইভ শ্যাফ্ট — যাকে প্রপেলার শ্যাফ্ট, প্রপ শ্যাফ্ট বা ড্রাইভশ্যাফ্টও বলা হয় অ্যাপ্লিকেশানের উপর নির্ভর করে — একইসাথে উচ্চ টরসিয়াল লোড পরিচালনা করতে হবে, গতিশীল শক্তির অধীনে নমন প্রতিরোধ করতে হবে, সুনির্দিষ্ট ভারসাম্য সহনশীলতায় কাজ করতে হবে এবং ব্যর্থতা ছাড়াই বছরের পর বছর চক্রীয় ক্লান্তি লোডিং থেকে বেঁচে থাকতে হবে। উত্পাদন প্রক্রিয়া সঠিকভাবে পাওয়া তাই শুধু ধাতুকে আকৃতিতে কাটার বিষয় নয়; এটি উপাদান নির্বাচন, গঠন অপারেশন, নির্ভুল মেশিনিং, তাপ চিকিত্সা, পৃষ্ঠ সমাপ্তি, সমাবেশ, এবং কঠোর মান পরিদর্শনের একটি শক্তভাবে নিয়ন্ত্রিত ক্রম প্রয়োজন।
ড্রাইভ শ্যাফ্টগুলি অ্যাপ্লিকেশনগুলির একটি বিশাল পরিসরে ব্যবহার করা হয় — যাত্রীবাহী গাড়ি, বাণিজ্যিক ট্রাক, কৃষি যন্ত্রপাতি, শিল্প গিয়ারবক্স, মেরিন প্রপালশন সিস্টেম, অ্যারোস্পেস অ্যাকচুয়েশন সিস্টেম এবং উইন্ড টারবাইনগুলি সমস্তই বিভিন্ন আকার, উপকরণ এবং কার্যকারিতা প্রয়োজনীয়তার তৈরি ড্রাইভ শ্যাফ্টের উপর নির্ভর করে। যদিও নির্দিষ্ট প্রক্রিয়াগুলি প্রয়োগের ভিত্তিতে পরিবর্তিত হয়, মৌলিক উত্পাদন চ্যালেঞ্জগুলি সামঞ্জস্যপূর্ণ: প্রয়োজনীয় মাত্রিক নির্ভুলতা, যান্ত্রিক শক্তি, টর্সনাল দৃঢ়তা, এবং খরচ এবং উৎপাদন হার লক্ষ্যগুলির মধ্যে ঘূর্ণন ভারসাম্য অর্জন করা।
এই নিবন্ধটি সম্পূর্ণ ড্রাইভ শ্যাফ্ট উত্পাদন প্রক্রিয়ার মধ্য দিয়ে চলে — কাঁচামাল নির্বাচন থেকে চূড়ান্ত পরিদর্শনের মাধ্যমে — স্বয়ংচালিত ড্রাইভশ্যাফ্ট উত্পাদন এবং শিল্প শ্যাফ্ট উত্পাদন উভয়ই কভার করে, প্রতিটি পর্যায়ে জড়িত সরঞ্জাম, প্রক্রিয়া, সহনশীলতা এবং গুণমান নিয়ন্ত্রণের ব্যবহারিক বিশদ সহ।
একটি ড্রাইভ শ্যাফ্টের জন্য নির্বাচিত উপাদানটি এর শক্তি, ওজন, ক্লান্তি জীবন, মেশিনযোগ্যতা এবং ব্যয় নির্ধারণ করে। ড্রাইভ শ্যাফ্ট নির্মাতারা টর্কের প্রয়োজনীয়তা, অপারেটিং গতি, ওজন লক্ষ্য এবং অ্যাপ্লিকেশনটির উত্পাদন পরিমাণের উপর নির্ভর করে বিভিন্ন উপাদান বিভাগ থেকে নির্বাচন করে।
স্বয়ংচালিত, ট্রাক এবং শিল্প অ্যাপ্লিকেশন জুড়ে ড্রাইভ শ্যাফ্ট উত্পাদনের জন্য কার্বন এবং খাদ স্টিলগুলি প্রভাবশালী উপাদান হিসাবে রয়ে গেছে। SAE 1045-এর মতো মাঝারি কার্বন স্টিলগুলি তুলনামূলকভাবে কম খরচে তাদের শক্তি, দৃঢ়তা এবং মেশিনযোগ্যতার ভাল সমন্বয়ের কারণে নিম্ন-টর্ক অ্যাপ্লিকেশনগুলিতে কঠিন শ্যাফ্টের জন্য ব্যাপকভাবে ব্যবহৃত হয়। উচ্চ-টর্ক বা ক্লান্তি-সমালোচনামূলক অ্যাপ্লিকেশনের জন্য, SAE 4140 (ক্রোমিয়াম-মলিবডেনাম ইস্পাত) এবং SAE 4340 (নিকেল-ক্রোমিয়াম-মলিবডেনাম ইস্পাত) এর মতো অ্যালয় স্টিলগুলি নির্দিষ্ট করা হয়েছে। এই গ্রেডগুলি তাপ চিকিত্সার পরে উল্লেখযোগ্যভাবে উচ্চ ফলন এবং প্রসার্য শক্তি বিকাশ করে — 4140 সাধারণত তাপ চিকিত্সার উপর নির্ভর করে 650-1,000 MPa ফলন শক্তি অর্জন করে, যখন 4340 এরোস্পেস এবং রেসিং অ্যাপ্লিকেশনগুলির দাবিতে 1,400 MPa বা উচ্চতর পৌঁছতে পারে। কেস-হার্ডেনিং স্টিল যেমন SAE 8620 ব্যবহার করা হয় যখন শক্ত কোরের সাথে মিলিত একটি শক্ত, পরিধান-প্রতিরোধী পৃষ্ঠের প্রয়োজন হয়, যেমন স্প্লাইন্ড ড্রাইভ শ্যাফ্টগুলিতে যেগুলি অবশ্যই ফ্রেটিং প্রতিরোধ করে এবং স্প্লাইন ইন্টারফেসে পরিধান করে।
বেশিরভাগ স্বয়ংচালিত এবং ট্রাক ড্রাইভশ্যাফ্টগুলি শক্ত বারগুলির পরিবর্তে ফাঁপা ইস্পাত টিউব ব্যবহার করে। একটি ফাঁপা টিউব একই বাইরের ব্যাসের কঠিন শ্যাফ্টের মতো প্রায় একই টর্সনাল দৃঢ়তা এবং শক্তি প্রদান করে কিন্তু ওজনের একটি ভগ্নাংশে, কারণ টর্সনাল স্ট্রেস বাইরের পৃষ্ঠে সবচেয়ে বেশি এবং কেন্দ্রীয় উপাদান টরসিয়াল প্রতিরোধে সামান্য অবদান রাখে। বিজোড় কোল্ড টানা ইস্পাত টিউব (সাধারণত 1026 বা 1020 DOM — ম্যান্ডরেলের উপর টানা হয়) হল স্বয়ংচালিত ড্রাইভশ্যাফ্ট টিউব তৈরির জন্য আদর্শ। টিউব প্রাচীর বেধ, বাইরের ব্যাস, এবং ইস্পাত গ্রেড গাড়ির ঘূর্ণন সঁচারক বল এবং সমালোচনামূলক গতির প্রয়োজনীয়তা মেটাতে টরসিয়াল এবং নমন চাপ গণনার মাধ্যমে নির্বাচন করা হয়।
অ্যালুমিনিয়াম ড্রাইভশ্যাফ্টগুলি — প্রাথমিকভাবে 6061-T6 বা 7075-T6 অ্যালয় টিউব থেকে তৈরি — সমতুল্য ইস্পাত শ্যাফ্টের তুলনায় 60-65% ওজন কমানোর প্রস্তাব দেয়। এই ওজন সাশ্রয় গাড়ির জ্বালানি অর্থনীতির উন্নতি ঘটায়, ঘূর্ণায়মান জড়তা হ্রাস করে (ত্বরণ প্রতিক্রিয়া উন্নত করে), এবং শ্যাফ্টের সমালোচনামূলক গতি বাড়িয়ে NVH (শব্দ, কম্পন, কঠোরতা) কমায়। অ্যালুমিনিয়াম ড্রাইভশ্যাফ্ট উত্পাদন কার্যক্ষমতার যানবাহন, হালকা ট্রাক এবং রেসিং অ্যাপ্লিকেশনগুলিতে সাধারণ। অ্যালুমিনিয়ামের সাথে প্রধান উত্পাদন চ্যালেঞ্জ হল নির্ভরযোগ্য জোয়াল বা শেষ ফিটিং সংযুক্তি অর্জন করা — অ্যালুমিনিয়ামের নিম্ন শক্তির জন্য সতর্ক জয়েন্ট ডিজাইনের প্রয়োজন, প্রায়শই প্রচলিত আর্ক ওয়েল্ডিংয়ের পরিবর্তে ঘর্ষণ ওয়েল্ডিং বা প্রেস-ফিট-এন্ড-বোল্ট সংযুক্তি পদ্ধতি ব্যবহার করে।
কার্বন ফাইবার রিইনফোর্সড পলিমার (CFRP) ড্রাইভশ্যাফ্টগুলি যেকোন ড্রাইভ শ্যাফ্ট উপাদানের সর্বোচ্চ নির্দিষ্ট দৃঢ়তা এবং সর্বনিম্ন ওজন অফার করে, যা উচ্চ-কার্যকারিতা স্বয়ংচালিত, মোটরস্পোর্ট এবং অ্যারোস্পেস অ্যাপ্লিকেশনগুলিতে তাদের পছন্দের পছন্দ করে যেখানে ওজন এবং ঘূর্ণনগত গতিশীলতা সর্বাগ্রে। CFRP ড্রাইভশ্যাফ্ট উত্পাদন ফিলামেন্ট ওয়াইন্ডিং ব্যবহার করে — এমন একটি প্রক্রিয়া যেখানে ইপক্সি রজন দ্বারা গর্ভবতী কার্বন ফাইবার টোগুলি প্রয়োজনীয় টরসিয়াল এবং বাঁকানো শক্ততা বিকাশের জন্য সুনির্দিষ্ট কোণে একটি ম্যান্ডরেলের উপর ক্ষতবিক্ষত হয় — তারপর একটি অটোক্লেভ বা ওভেনে নিরাময় করা হয়। মেটাল এন্ড ফিটিং বন্ধন এবং যান্ত্রিকভাবে যৌগিক টিউবের সাথে বেঁধে দেওয়া হয়। কার্বন ফাইবার শ্যাফ্টগুলি সমতুল্য ইস্পাত শ্যাফ্টের চেয়ে 2-3 গুণ বেশি গুরুতর গতি অর্জন করতে পারে, যা একক-পিস ড্রাইভশ্যাফ্টগুলিকে দীর্ঘ অ্যাপ্লিকেশনগুলিতে দুই-পিস স্টিলের সমাবেশগুলি প্রতিস্থাপন করতে দেয়।
একটি সম্পূর্ণ ড্রাইভশ্যাফ্ট উত্পাদন প্রক্রিয়া একাধিক ক্রমিক অপারেশন জড়িত। প্রতিটি ধাপ আগেরটির উপর ভিত্তি করে তৈরি হয় এবং চূড়ান্ত পণ্যের কার্যকারিতাকে প্রভাবিত করে এমন জটিল ত্রুটিগুলি এড়াতে মধ্যবর্তী পর্যায়ে মান নিয়ন্ত্রণ অপরিহার্য।
কাঁচামাল ড্রাইভ শ্যাফ্ট প্রস্তুতকারকের কাছে কাট-টু-লেংথ বার স্টক, সিমলেস টিউব, বা কয়েলড টিউব হিসাবে আসে উৎপাদন পদ্ধতির উপর নির্ভর করে। কোল্ড করাত কাটা বা ঘষিয়া তুলিয়া ফেলিতে সক্ষম কাটঅফ চাকা একটি ছোট মেশিনিং ভাতা সঙ্গে রুক্ষ দৈর্ঘ্য উপাদান কাটা. কাটা প্রান্তগুলি ধারালো প্রান্তগুলি অপসারণ করার জন্য ডিবার করা হয় যা ডাউনস্ট্রিম টুলিংকে ক্ষতি করতে পারে বা চাপের ঘনত্ব তৈরি করতে পারে। ফাঁপা টিউব শ্যাফ্টের জন্য, টিউবের সোজাতা এই পর্যায়ে যাচাই করা হয় — অতিরিক্ত ধনুক সহ টিউবগুলিকে আরও প্রক্রিয়াকরণের আগে প্রত্যাখ্যান করা হয় বা সোজা করা হয়, কারণ টিউবের সোজাতা সরাসরি চূড়ান্ত শ্যাফ্ট রানআউট এবং ভারসাম্যকে প্রভাবিত করে।
ড্রাইভশ্যাফ্টের শেষ ফিটিংগুলি - জোয়াল, ফ্ল্যাঞ্জ এবং স্টাব শ্যাফ্টগুলি - সাধারণত টিউবের সাথে সংযুক্ত হওয়ার আগে গরম ফোরজিং বা কোল্ড ফোরজিং দ্বারা আলাদাভাবে তৈরি করা হয়। হট ফোরজিং ইস্পাত বিলেটকে 1,100-1,250°C তাপমাত্রায় উত্তপ্ত করে এবং এটিকে একটি ডাই সেটে উচ্চ প্রেস ফোর্সের অধীনে আকার দেয়। হট ফোরজিং অংশ জ্যামিতির সাথে সারিবদ্ধ চমৎকার শস্য প্রবাহের সাথে অংশগুলি তৈরি করে, যার ফলে মেশিন থেকে দণ্ডের বিকল্পগুলির তুলনায় উচ্চ ক্লান্তি শক্তি হয়। জাল খালি জায়গাগুলি তারপর ছাঁটা, স্কেল অপসারণের জন্য গুলি করে ব্লাস্ট করা হয় এবং মেশিনিং অপারেশনে পাঠানো হয়। উচ্চ-ভলিউম স্বয়ংচালিত উত্পাদনের জন্য, ছোট প্রান্তের ফিটিংগুলির কোল্ড ফোরজিংও সাধারণ — কোল্ড ফোরজিং ফোরজি থেকে সরাসরি টেন্ডার ডাইমেনশনাল সহনশীলতা এবং ভাল পৃষ্ঠের ফিনিস তৈরি করে, যা পরবর্তী যন্ত্রের প্রয়োজনীয়তা হ্রাস করে।
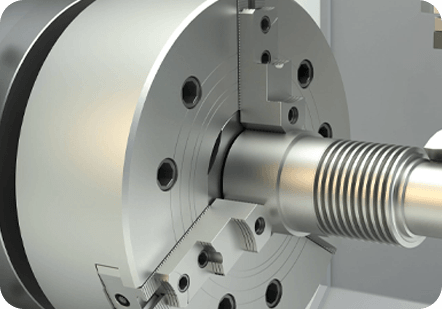
নির্ভুল টার্নিং অপারেশনগুলি ড্রাইভ শ্যাফ্টের গুরুত্বপূর্ণ ব্যাস, ভারবহন জার্নাল পৃষ্ঠ এবং কাঁধের বৈশিষ্ট্যগুলি স্থাপন করে। CNC বাঁক কেন্দ্রগুলি কেন্দ্রগুলির মধ্যে খাদকে মেশিন করে (উভয় প্রান্তে কেন্দ্রের গর্তগুলি ব্যবহার করে) সমস্ত ঘুরানো ব্যাস জুড়ে ঘনত্ব বজায় রাখতে। বিয়ারিং জার্নাল সহনশীলতা সাধারণত h6 বা k6 ফিট হয় — 10-20 মাইক্রোমিটারের মধ্যে ব্যাসমেট্রাল নির্ভুলতা প্রয়োজন — ফিনিশ টার্নিং এর পরে নলাকার গ্রাইন্ডিং এর মাধ্যমে অর্জন করা হয়। স্প্লাইন জ্যামিতি এবং আয়তনের উপর নির্ভর করে হবিং, ব্রোচিং বা সিএনসি মিলিং দ্বারা স্প্লাইন্ড বিভাগগুলি তৈরি করা হয়। স্বয়ংচালিত ড্রাইভশ্যাফ্টের বাহ্যিক স্প্লাইনগুলি সাধারণত কাটার পরিবর্তে ঠাণ্ডা-ঘূর্ণায়মান হয় — কোল্ড রোলিং স্প্লাইন দাঁত গঠনের জন্য ধাতুকে বাইরের দিকে স্থানচ্যুত করে, কম্প্রেসিভ অবশিষ্ট স্ট্রেস সহ একটি পরিশ্রমী পৃষ্ঠ তৈরি করে যা মেশিনযুক্ত স্প্লাইনের তুলনায় ক্লান্তি জীবনকে উল্লেখযোগ্যভাবে উন্নত করে।
স্টিলের ড্রাইভশ্যাফ্টের জন্য, টিউব এবং শেষ জোয়াল বা ফ্ল্যাঞ্জগুলি ঢালাইয়ের মাধ্যমে যুক্ত হয় — সাধারণত ঘর্ষণ ঢালাই (ঘূর্ণমান বা রৈখিক) বা MIG/MAG ওয়েল্ডিং। উচ্চ-ভলিউম স্বয়ংচালিত ড্রাইভশ্যাফ্ট উত্পাদনে ঘর্ষণ ঢালাই পছন্দের পদ্ধতি কারণ এটি ফিলার ধাতু, ছিদ্র, বা ফিউশন ওয়েল্ডিংয়ের সাথে সম্পর্কিত তাপ-আক্রান্ত অঞ্চল (HAZ) সমস্যা ছাড়াই ধারাবাহিকভাবে উচ্চ-মানের, সম্পূর্ণ একত্রিত ঢালাই তৈরি করে। ঘর্ষণ ঢালাই প্রক্রিয়ায়, একটি উপাদান উচ্চ গতিতে ঘোরে যখন অন্যটি স্থির থাকে এবং এটির বিরুদ্ধে অক্ষীয়ভাবে চাপা হয়; ঘর্ষণীয় তাপ ইন্টারফেস উপাদানকে প্লাস্টিকাইজ করে এবং যখন ঘূর্ণন বন্ধ হয়ে যায়, তখন একটি অক্ষীয় ফোর্জ বল জয়েন্টকে একীভূত করে। ঘর্ষণ-ঢালাইযুক্ত ড্রাইভশ্যাফ্ট জয়েন্টগুলি মূল ধাতব শক্তির 90-100% অর্জন করে এবং প্রতি জয়েন্টে 15-30 সেকেন্ডের চক্রের সময়ে উত্পাদিত হতে পারে। নিম্ন-আয়তনের শিল্প এবং বাণিজ্যিক যানবাহনের শ্যাফ্টের জন্য, উপযুক্ত প্রিহিট এবং ওয়েল্ড-পরবর্তী পরিদর্শন সহ এমআইজি ওয়েল্ডিং হল মানক যোগদান পদ্ধতি।
মেশিনিং এবং ঢালাইয়ের পরে তাপ চিকিত্সা খাদ উপাদানে প্রয়োজনীয় যান্ত্রিক বৈশিষ্ট্য বিকাশ করে। অ্যালয় স্টিল শ্যাফ্টের মাধ্যমে-কঠিনতা (নিভিয়ে ও মেজাজ) উপাদানটিকে নির্দিষ্ট কঠোরতা এবং প্রসার্য শক্তিতে নিয়ে আসে — সাধারণত সাধারণ শিল্প শ্যাফ্টের জন্য 28-35 HRC এবং উচ্চ-কর্মক্ষমতা প্রয়োগের জন্য 38-48 HRC। ইন্ডাকশন হার্ডেনিং ব্যাপকভাবে সম্পূর্ণ উপাদানটিকে শক্ত না করে শ্যাফটের ভারবহন জার্নাল, স্প্লাইন এবং অন্যান্য পরিধানের পৃষ্ঠগুলিকে বেছে বেছে শক্ত করতে ব্যবহৃত হয়। আনয়ন প্রক্রিয়া ইলেক্ট্রোম্যাগনেটিক ইন্ডাকশন ব্যবহার করে একটি স্থানীয় অঞ্চলকে খুব দ্রুত উত্তপ্ত করে, তারপরে তাৎক্ষণিক নিভিয়ে শীতল করে, একটি শক্ত মারটেনসিটিক পৃষ্ঠের স্তর (সাধারণত 1-3 মিমি গভীর) একটি শক্ত অকথিত কোর দিয়ে তৈরি করে। ইন্ডাকশন-কঠিন পৃষ্ঠগুলি সাধারণত 55-62 HRC-তে পৌঁছায় এবং উপকারী সংকোচনকারী অবশিষ্ট স্ট্রেস থাকে যা ক্লান্তি প্রতিরোধ ক্ষমতা বাড়ায়। শক্ত হওয়ার পরে, 150-200 ডিগ্রি সেলসিয়াসে নিম্ন-তাপমাত্রার টেম্পারিং উল্লেখযোগ্যভাবে কঠোরতা হ্রাস না করেই চাপ নিবারণ করে।
তাপ চিকিত্সা এবং ঢালাই অবিচ্ছিন্নভাবে খাদের মধ্যে কিছু বিকৃতি প্রবর্তন করে। স্ট্রেইটনিং একটি প্রেস স্ট্রেটেনিং মেশিন বা একটি CNC-নিয়ন্ত্রিত স্ট্রেটেনিং সিস্টেমে সঞ্চালিত হয় যা একাধিক পয়েন্টে শ্যাফ্ট রানআউট পরিমাপ করে এবং শ্যাফ্টটিকে নির্দিষ্ট স্ট্রেইটনেস টলারেন্সের মধ্যে আনতে নিয়ন্ত্রিত বাঁকানোর শক্তি প্রয়োগ করে — সাধারণত 0.2-0.5 মিমি মোট সূচক রানআউট (TIR) সম্পূর্ণ শ্যাফ্টের দৈর্ঘ্য হিসাবে TIR0 মিমি এবং TIR0 এর জন্য স্বয়ংক্রিয়ভাবে। নির্ভুল শিল্প shafts. খাদের অতিরিক্ত চাপ এড়াতে বা পরিষেবাতে পুনরায় বাঁকানোর জন্য অবশিষ্ট স্ট্রেস প্রবর্তন এড়াতে সোজা করা আবশ্যক।
ভারবহন জার্নাল এবং সিলিং পৃষ্ঠতলের নলাকার পিষে চূড়ান্ত সহনশীলতার মাত্রা নিয়ে আসে এবং প্রয়োজনীয় পৃষ্ঠের সমাপ্তি অর্জন করে। নির্ভুল শিল্প শ্যাফ্টের বিয়ারিং জার্নালগুলি সাধারণত Ra 0.4-0.8 µm এ গ্রাউন্ড করা হয় এবং 5 মাইক্রোমিটারের মধ্যে গোলাকারে রাখা হয়। কেন্দ্রবিহীন গ্রাইন্ডিং থ্রু-কঠিন পিন এবং ছোট শ্যাফ্ট ব্যাসের জন্য ব্যবহৃত হয় যেখানে কেন্দ্রগুলির মধ্যে নাকাল অব্যবহার্য। বিয়ারিং ঘর্ষণ এবং পরিধান কমানোর জন্য কিছু অ্যাপ্লিকেশনের জন্য সুপারফিনিশিং (0.1 µm এর নিচে Ra তে বিয়ারিং জার্নালের মান বা ল্যাপিং) প্রয়োজন। সারফেস শট পিনিং ক্লান্তি-গুরুত্বপূর্ণ এলাকায় প্রয়োগ করা হয় - বিশেষ করে ফিলেট রেডিআই, স্প্লাইন রানআউট এবং ওয়েল্ড পায়ে - উপকারী কম্প্রেসিভ রেসিডুয়াল স্ট্রেস প্রবর্তন করার জন্য যা অ-পেনড সারফেসগুলির তুলনায় 20-50% ক্লান্তির জীবনকে প্রসারিত করে।

ডায়নামিক ব্যালেন্সিং হল ড্রাইভশ্যাফ্ট উত্পাদনের সবচেয়ে গুরুত্বপূর্ণ ক্রিয়াকলাপগুলির মধ্যে একটি এবং প্রায়শই ভুল বোঝাবুঝিগুলির মধ্যে একটি৷ যেকোনো ঘূর্ণায়মান শ্যাফ্ট তার ঘূর্ণনশীল অক্ষের চারপাশে ভর বিতরণ করে, এবং যদি সেই ভর বন্টন পুরোপুরি প্রতিসম না হয়, শ্যাফ্টটি কেন্দ্রাতিগ শক্তি তৈরি করে যখন এটি ঘোরে যা কম্পন, শব্দ, ভার বহন করে এবং শেষ পর্যন্ত ড্রাইভট্রেনে ক্লান্তি ক্ষতি করে। অপারেটিং গতি যত বেশি হবে, ততই জটিল ভারসাম্য তৈরি হবে — এমনকি ছোট ভারসাম্যহীন ভর উচ্চ RPM-এ বড় কেন্দ্রাতিগ শক্তি তৈরি করে।
ড্রাইভশ্যাফ্টগুলি গতিশীল ব্যালেন্সিং মেশিনে ভারসাম্যপূর্ণ যা শ্যাফ্টকে ঘোরায় এবং একই সাথে দুটি সংশোধন প্লেনে উত্পন্ন কম্পন শক্তি পরিমাপ করে। মেশিনটি প্রতিটি সমতলে ভারসাম্যহীনতার মাত্রা এবং কৌণিক অবস্থান গণনা করে এবং প্রয়োজনীয় সংশোধন প্রদর্শন করে। ভারসাম্যের ওজন (সাধারণত ছোট ক্ল্যাম্প বা ঢালাইযুক্ত স্লাগ), ভারী দাগ থেকে ড্রিলিং বা মিলিং উপাদান, বা প্রাথমিক সেটআপ ট্রায়ালের জন্য সংশোধন কাদামাটি যোগ করে সংশোধন করা হয়। স্বয়ংচালিত ড্রাইভশ্যাফ্টগুলি সাধারণত আইএসও 1940 গ্রেড G6.3 বা আরও ভাল ভারসাম্যপূর্ণ হয়, যার অর্থ অবশিষ্ট নির্দিষ্ট ভারসাম্যহীনতা 6.3 গ্রাম-মিলিমিটার প্রতি কিলোগ্রাম শ্যাফ্ট ভর প্রতি সংশোধন সমতলের কম। উচ্চ-গতি বা নির্ভুল শ্যাফ্টগুলি G2.5 বা G1.0 এর সাথে ভারসাম্যপূর্ণ। ভারসাম্য বজায় রাখার পরে, চূড়ান্ত পরিদর্শনে যাওয়ার আগে অবশিষ্ট ভারসাম্যহীনতা স্পেসিফিকেশনের মধ্যে রয়েছে তা যাচাই করার জন্য শ্যাফ্টটি পুনরায় কাটা হয়।
ড্রাইভ শ্যাফ্ট নির্মাতারা একটি স্তরযুক্ত মানের পরিদর্শন কৌশল প্রয়োগ করে যা প্রতিটি উত্পাদন পর্যায়ে সম্পূর্ণ সমাবেশের চূড়ান্ত পরিদর্শনের সাথে ইন-প্রসেস চেকগুলিকে একত্রিত করে। নীচের সারণীটি ড্রাইভ শ্যাফ্ট উত্পাদনে ব্যবহৃত মূল পরিদর্শন পদ্ধতিগুলির সংক্ষিপ্তসার এবং প্রতিটি কী যাচাই করে:
| পরিদর্শন পদ্ধতি | এটা চেক কি | পর্যায় প্রয়োগ করা হয়েছে |
| CMM মাত্রিক পরিদর্শন | সমস্ত সমালোচনামূলক ব্যাস, দৈর্ঘ্য, GD&T বৈশিষ্ট্য | পোস্ট মেশিনিং, চূড়ান্ত |
| রানআউট পরিমাপ (টিআইআর) | খাদ সোজাতা এবং ঘনত্ব | পোস্ট সোজা করা, চূড়ান্ত |
| কঠোরতা পরীক্ষা (রকওয়েল) | তাপ চিকিত্সার পরে পৃষ্ঠ এবং মূল কঠোরতা | তাপ-পরবর্তী চিকিত্সা |
| চৌম্বক কণা পরিদর্শন (MPI) | সারফেস এবং কাছাকাছি-পৃষ্ঠের ফাটল, জোড়ের ত্রুটি | পোস্ট-ঢালাই, পোস্ট-গ্রাইন্ড, চূড়ান্ত |
| অতিস্বনক পরীক্ষা (UT) | অভ্যন্তরীণ ত্রুটি, জোড় অখণ্ডতা, উপাদান ত্রুটি | পোস্ট-ঢালাই, সমালোচনামূলক অ্যাপ্লিকেশন |
| ডায়নামিক ব্যালেন্স টেস্ট | দুটি সংশোধন সমতল মধ্যে অবশিষ্ট ভারসাম্যহীনতা | সমাবেশ-পরবর্তী, চূড়ান্ত |
| টর্সিওনাল ক্লান্তি পরীক্ষা | চক্রীয় ঘূর্ণন সঁচারক বল লোডিং অধীনে খাদ জীবন | উন্নয়ন, পর্যায়ক্রমিক উত্পাদন নিরীক্ষা |
| পৃষ্ঠের রুক্ষতা পরিমাপ | ভারবহন জার্নাল এবং সীল পৃষ্ঠের Ra এবং Rz | পোস্ট নাকাল, চূড়ান্ত |
| স্প্লাইন প্রোফাইল পরিদর্শন | স্প্লাইন দাঁত প্রোফাইল, সীসা, পিচ, এবং ফিট ক্লাস | পোস্ট-স্পলাইন অপারেশন, চূড়ান্ত |
যদিও মূল উত্পাদন প্রক্রিয়াগুলি অ্যাপ্লিকেশন জুড়ে একই রকম, ড্রাইভ শ্যাফ্ট উত্পাদন শিল্প এবং জড়িত নির্দিষ্ট কর্মক্ষমতা প্রয়োজনীয়তার উপর নির্ভর করে বিশদভাবে উল্লেখযোগ্যভাবে পরিবর্তিত হয়।
যাত্রী গাড়ি এবং হালকা ট্রাক ড্রাইভশ্যাফ্ট উত্পাদন উচ্চ ভলিউম, আঁটসাঁট খরচ নিয়ন্ত্রণ, এবং কঠোর OEM মানের মান দ্বারা চিহ্নিত করা হয়। স্বয়ংচালিত প্রপশ্যাফ্টগুলির জন্য উত্পাদন লাইনগুলি সাধারণত DOM ইস্পাত টিউবগুলিতে নকল জোয়ালগুলির স্বয়ংক্রিয় ঘর্ষণ ঢালাই, লাইনের সাথে একীভূত CNC ব্যালেন্সিং মেশিন এবং মাত্রিক যাচাইকরণ, ওয়েল্ড ইন্টিগ্রিটি চেক এবং গতিশীল ভারসাম্য নিশ্চিতকরণ সহ 100% শেষ-অফ-লাইন পরীক্ষা ব্যবহার করে। ফ্রন্ট-হুইল ড্রাইভ অ্যাক্সেল শ্যাফ্টের জন্য ধ্রুবক বেগ (সিভি) জয়েন্ট অ্যাসেম্বলিগুলির মধ্যে রয়েছে বল ট্র্যাকগুলির নির্ভুলভাবে গ্রাইন্ডিং, অভ্যন্তরীণ এবং বাইরের ঘোড়দৌড়ের নিয়ন্ত্রিত তাপ চিকিত্সা এবং গ্রীস-ভরা জয়েন্টের দূষণ রোধ করার জন্য পরিষ্কার-কক্ষ সমাবেশ। স্বয়ংচালিত ড্রাইভশ্যাফ্ট প্রস্তুতকারকদের অবশ্যই IATF 16949 মান ব্যবস্থাপনার মান মেনে চলতে হবে এবং উৎপাদন লঞ্চের আগে OEM গ্রাহকদের কাছে PPAPs (প্রোডাকশন পার্ট অ্যাপ্রুভাল প্রসেস) জমা দিতে হবে।
গিয়ারবক্স, পাম্প, কম্প্রেসার এবং ভারী যন্ত্রপাতির জন্য শিল্প ড্রাইভ শ্যাফ্ট উৎপাদনে সাধারণত স্বয়ংচালিত কাজের তুলনায় নিম্ন আয়তন, বড় শ্যাফ্ট মাপ এবং ভারী অংশের পুরুত্ব জড়িত থাকে। শ্যাফ্টগুলি প্রায়শই টিউবের পরিবর্তে কঠিন বার স্টক থেকে মেশিন করা হয় এবং মেশিনিং অপারেশনে ভারী রুক্ষ কাটা জড়িত থাকে যার পরে সেমি-ফিনিশ এবং ফিনিশ টার্নিং, গ্রাইন্ডিং এবং কীওয়ে ব্রোচিং বা মিলিং হয়। ফোরজিং বা ঘূর্ণায়মান স্ট্রেস উপশম করার জন্য মেশিনিং করার আগে বৃহত্তর শিল্প শ্যাফ্টগুলিকে স্বাভাবিক করা হয় বা অ্যানিল করা হয়, তারপরে চূড়ান্ত বৈশিষ্ট্যে নিভিয়ে ফেলা হয়। অ-ধ্বংসাত্মক পরীক্ষার কভারেজ সাধারণত শিল্প শ্যাফ্টগুলিতে আরও বিস্তৃত - কাঁচামালের 100% অতিস্বনক পরিদর্শন এবং সমাপ্ত পৃষ্ঠের চৌম্বকীয় কণা পরিদর্শন বায়ু টারবাইন বা সামুদ্রিক প্রপালশন সিস্টেমে গিয়ারবক্স আউটপুট শ্যাফ্টের মতো গুরুত্বপূর্ণ অ্যাপ্লিকেশনগুলির জন্য সাধারণ।
অ্যারোস্পেস ড্রাইভশ্যাফ্ট উত্পাদন — হেলিকপ্টার টেইল রোটার, বিমানের আনুষঙ্গিক ড্রাইভ এবং অ্যাকচুয়েশন সিস্টেমের জন্য — যে কোনও ড্রাইভ শ্যাফ্ট অ্যাপ্লিকেশনের সর্বোচ্চ নির্ভুলতা, উপাদান সনাক্তকরণ এবং প্রক্রিয়া ডকুমেন্টেশনের দাবি করে। উপাদানগুলি সাধারণত অ্যারোস্পেস-গ্রেড 4340M (VAR — ভ্যাকুয়াম আর্ক রিমেল্টড) ইস্পাত, টাইটানিয়াম অ্যালয় (Ti-6Al-4V), বা CFRP। প্রতিটি উপাদান লট তার গলিত শংসাপত্র এবং যান্ত্রিক পরীক্ষার রেকর্ডে সনাক্ত করা যায়। সমস্ত মেশিনিং, তাপ চিকিত্সা, এবং পৃষ্ঠ চিকিত্সা অপারেশনগুলি নিয়ন্ত্রিত, যোগ্য প্রক্রিয়াগুলির সাথে সম্পাদিত হয় বিমানের জীবনের জন্য সম্পূর্ণ রেকর্ড বজায় রাখা। এনডিটি পরিদর্শনের মধ্যে রয়েছে সমস্ত পৃষ্ঠের ফ্লুরোসেন্ট পেনিট্রান্ট পরিদর্শন (FPI), ফোরজিংসের অতিস্বনক পরিদর্শন, এবং জাতীয় মান অনুসারে ক্রমাঙ্কন সহ সিএমএমগুলির মাত্রিক যাচাইকরণ। সমাপ্ত অ্যারোস্পেস শ্যাফ্টগুলি গ্রহণ করার আগে প্রমাণ টর্ক পরীক্ষার মধ্য দিয়ে যায় এবং ফ্লাইট-সমালোচনা শ্যাফ্টগুলির কাঠামোগত অখণ্ডতা যাচাই করার জন্য অপারেটিং গতিতে স্পিন পরীক্ষার প্রয়োজন হতে পারে।
ড্রাইভ শ্যাফ্ট উত্পাদনে সবচেয়ে ঘন ঘন ব্যর্থতার মোডগুলি বোঝা নির্মাতাদের সঠিক প্রক্রিয়ার পদক্ষেপে লক্ষ্যযুক্ত প্রতিরোধমূলক ব্যবস্থা বাস্তবায়নে সহায়তা করে।
একটি সুশৃঙ্খল ড্রাইভ শ্যাফ্ট উত্পাদন প্রক্রিয়া — স্পষ্ট প্রক্রিয়া নিয়ন্ত্রণ, প্রক্রিয়াধীন পরিমাপ, এবং চূড়ান্ত যাচাইকরণ পরীক্ষা সহ — যা ড্রাইভশ্যাফ্টগুলিকে আলাদা করে যা ওয়ারেন্টি রিটার্ন, এনভিএইচ অভিযোগ এবং ক্ষেত্রের ব্যর্থতাগুলি থেকে কয়েক হাজার কিলোমিটার নির্ভরযোগ্য পরিষেবা সরবরাহ করে। প্রতিটি উত্পাদন পর্যায়ে প্রক্রিয়া সক্ষমতায় বিনিয়োগ করা সর্বদা চূড়ান্ত পরিদর্শনে ত্রুটিগুলি আবিষ্কার করার চেয়ে বা আরও খারাপ, ক্ষেত্রের চেয়ে বেশি সাশ্রয়ী।
ফেংলান হল চীনে বৈদ্যুতিক যথার্থ যন্ত্রাংশ প্রস্তুতকারক, স্বয়ংচালিত যথার্থ যন্ত্রাংশ নির্মাতারা এবং শিল্প যথার্থ যন্ত্রাংশ সরবরাহকারী. 2010 সাল থেকে যন্ত্রাংশ এবং উপাদান উত্পাদনে আপনার নির্ভরযোগ্য অংশীদার
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন
Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন  গোপনীয়তা
গোপনীয়তা



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17