2026-05-22
2026-05-22 একটি গ্যাস স্প্রিং প্রতারণামূলকভাবে সহজ দেখায় — একটি স্লাইডিং রড সহ একটি চাপযুক্ত সিলিন্ডার৷ কিন্তু প্রতিটি পৃষ্ঠ যা সীলমোহর, গাইড, বা লোড বহন করে তা অবশ্যই সঠিক স্পেসিফিকেশন অনুযায়ী মেশিন করা উচিত। মিলিমিটারের কয়েকশত ভাগেরও এক বোর ব্যাস মিস করুন এবং নাইট্রোজেন গ্যাস সিল অতিক্রম করে রক্তপাত হয়, বসন্ত তার রেটযুক্ত শক্তি হারায় এবং একজন OEM গ্রাহক পুরো ব্যাচ প্রত্যাখ্যান করে। স্বয়ংচালিত গ্যাস বসন্ত CNC মেশিনিং তাই এই প্রক্রিয়াগুলির মধ্যে একটি যেখানে সহনশীলতা আলোচনার যোগ্য নয়, এবং প্রতিটি টুল পাথের সিদ্ধান্তের পণ্য জীবনের উপর একটি নিম্নধারার পরিণতি রয়েছে।
এই নিবন্ধটি উচ্চ-মানের স্বয়ংচালিত গ্যাস স্প্রিং উপাদানগুলি তৈরিতে জড়িত গুরুত্বপূর্ণ মেশিনিং অপারেশন, উপকরণ, সহনশীলতার প্রয়োজনীয়তা এবং পৃষ্ঠের সমাপ্তির পদক্ষেপগুলির মধ্য দিয়ে চলে — আপনি উত্পাদন চালানোর উদ্ধৃতি দিচ্ছেন বা উত্পাদনযোগ্যতার জন্য অংশগুলি ডিজাইন করছেন।
একটি স্বয়ংচালিত গ্যাস স্প্রিং অ্যাসেম্বলিতে বেশ কয়েকটি মেশিনযুক্ত উপাদান থাকে, প্রতিটিতে স্বতন্ত্র ফাংশন এবং মাত্রিক সমালোচনা থাকে। প্রতিটি অংশ কী করে তা বোঝা শুরু থেকে সঠিক প্রক্রিয়া এবং সহনশীলতা নির্দিষ্ট করা সহজ করে তোলে।
সিলিন্ডার হল বাইরের আবাসন - সাধারণত একটি বিজোড় ইস্পাত বা অ্যালুমিনিয়াম টিউব যা চাপযুক্ত নাইট্রোজেন ধারণ করে। এখানে সিএনসি অপারেশনগুলি বোর ফিনিশিং এবং এন্ড-ফেস মেশিনিংয়ের উপর ফোকাস করে। সঠিক ব্যাস এবং পৃষ্ঠের রুক্ষতা উভয়ই অর্জন করতে অভ্যন্তরীণ বোরকে অবশ্যই সজ্জিত বা ফিনিশ-টার্ন করতে হবে যাতে পিস্টন সিলগুলি অতিরিক্ত ঘর্ষণ বা পরিধান ছাড়াই পিছলে যেতে পারে। স্বয়ংচালিত গ্যাস স্প্রিং সিলিন্ডারের অভ্যন্তরীণ ব্যাস সাধারণত 10 মিমি থেকে 60 মিমি পর্যন্ত হয়ে থাকে, যার মধ্যে বোর সহনশীলতা H7 (সাধারণত ব্যাসের উপর নির্ভর করে ±0.010–0.025 মিমি)।
পিস্টন রড সবচেয়ে মাত্রিক সমালোচনামূলক একক উপাদান। এটিকে অবশ্যই আঁটসাঁট সীমার মধ্যে সোজা হতে হবে, সীল ফিটের জন্য সহনশীলতা বন্ধ করার জন্য একটি ব্যাস ধরে রাখতে হবে এবং এমন একটি পৃষ্ঠের ফিনিস বহন করতে হবে যা পরিধান এবং ক্ষয় উভয়ই প্রতিরোধ করে। CNC বাঁক রড ফাঁকা উত্পাদন; পরবর্তী কেন্দ্রবিহীন গ্রাইন্ডিং এবং হার্ড ক্রোম প্লেটিং বা নাইট্রোকারবুরাইজিং হল স্ট্যান্ডার্ড পোস্ট-মেশিনিং ধাপ। স্বয়ংচালিত অ্যাপ্লিকেশনগুলিতে রডের ব্যাস সাধারণত 6 মিমি থেকে 28 মিমি পর্যন্ত চলে এবং 300 মিমি দৈর্ঘ্যের 0.05 মিমি এর বেশি সরলতার বিচ্যুতি পিস্টন বাঁধাই এবং ত্বরিত সীল ব্যর্থতার কারণ হতে পারে।
পিস্টন নিজেই একটি নিয়ন্ত্রিত ক্লিয়ারেন্স সহ বোর ফিট করার জন্য মেশিন করা হয়। এটি গ্যাস-প্যাসেজ জ্যামিতি বহন করে — খাঁজ, গর্ত বা ধাপযুক্ত প্রোফাইল — যা কম্প্রেশন এবং এক্সটেনশনের সময় গ্যাস প্রবাহের আচরণকে নিয়ন্ত্রণ করে। CNC টার্নিং এবং মিলিং অপারেশন এই বৈশিষ্ট্যগুলি তৈরি করে। গ্যাস প্যাসেজে বা সীল খাঁজে রেখে যাওয়া যেকোন বুর প্রবাহের বৈশিষ্ট্যকে পরিবর্তন করে এবং সমাবেশের সময় সীলের ক্ষতির ঝুঁকি থাকে।
রড গাইড সিলিন্ডারের খোলা প্রান্তে পিস্টন রডকে সারিবদ্ধ করে এবং সমর্থন করে। রডের ব্যাসের সাথে মেলে একটি অবিকল উদাস আইডি এবং খেলা ছাড়াই সিলিন্ডার বোর ফিট করার জন্য একটি OD প্রয়োজন৷ সিল করা ডিজাইনের এন্ড ক্যাপগুলি প্রায়শই ক্রিম করা বা জায়গায় থ্রেড করা হয়, তাই থ্রেড জ্যামিতি এবং ফেস-স্কোয়ারনেস ম্যাটার লিক-মুক্ত সমাবেশের জন্য। এই অংশগুলি সাধারণত সিএনসি-তে পরিণত হয় ইস্পাত বা ইঞ্জিনিয়ারিং প্লাস্টিকগুলিতে ধাতব সন্নিবেশ দ্বারা শক্তিশালী করা হয়।
উপাদান পছন্দ প্রতিটি ডাউনস্ট্রিম মেশিনিং সিদ্ধান্তকে প্রভাবিত করে — কাটার গতি, টুল নির্বাচন, পৃষ্ঠের সমাপ্তি পদ্ধতি এবং চূড়ান্ত পরিদর্শনের মানদণ্ড। স্বয়ংচালিত গ্যাস স্প্রিং উপাদানগুলি প্রধানত উপাদানগুলির একটি ছোট সেট থেকে তৈরি করা হয়, প্রতিটি পরিচিত মেশিনিং বৈশিষ্ট্য সহ।
| কম্পোনেন্ট | সাধারণ উপাদান | কী মেশিনিং বিবেচনা |
|---|---|---|
| সিলিন্ডার টিউব | কোল্ড-ড্রন সিমলেস স্টিল (যেমন, ST52, E235) | পূর্বে আঁকা বোর অভ্যন্তরীণ মেশিনিং হ্রাস করে; শেষ honing চূড়ান্ত রা অর্জন |
| পিস্টন রড | কেস-কঠিন কার্বন ইস্পাত (যেমন, C45, 42CrMo4) | CNC বাঁক পরে হার্ড ক্রোম বা নাইট্রাইডিং; চূড়ান্ত ব্যাস নাকাল |
| পিস্টন | দস্তা ডাই-কাস্ট, ইস্পাত, বা POM পলিমার | ডাই-কাস্ট অংশ ফিনিস বাঁক প্রয়োজন; পলিমার অংশ কম তাপ, ধারালো সরঞ্জাম প্রয়োজন |
| রড গাইড / শেষ ক্যাপ | পিতল, অ্যালুমিনিয়াম বা ইস্পাত | অবাধে ব্রাস মেশিন; পৃষ্ঠের গুণমানের জন্য অ্যালুমিনিয়ামের প্লাবন কুল্যান্ট প্রয়োজন |
| লাইটওয়েট বৈকল্পিক | অ্যালুমিনিয়াম খাদ (যেমন, 6061-T6, 7075) | উচ্চ ফিড হার সম্ভব; জারা সুরক্ষার জন্য প্রয়োজনীয় anodizing |
উচ্চ প্রসার্য শক্তি এবং চক্রাকার গ্যাস চাপের লোডের অধীনে ক্লান্তি আচরণের কারণে স্ট্রাকচারাল উপাদানগুলির জন্য ইস্পাত প্রভাবশালী পছন্দ হিসাবে রয়ে গেছে। ওজন-সংবেদনশীল যাত্রীবাহী গাড়ির অ্যাপ্লিকেশানগুলিতে অ্যালুমিনিয়াম অ্যালয়গুলি প্রায়শই ব্যবহৃত হয় — ট্রাঙ্ক লিড স্ট্রটগুলি একটি সাধারণ উদাহরণ — যেখানে নিম্ন অপারেটিং চাপ প্রাচীরের অংশগুলি এবং ছোট রডের ব্যাসকে অনুমতি দেয়। যে কোনো অ্যালুমিনিয়াম গ্যাস স্প্রিং উপাদানের জন্য, রড-সিল ইন্টারফেসে ক্ষয় রোধ করতে অ্যানোডাইজিং বা শক্ত আবরণ বাধ্যতামূলক।
গ্যাস স্প্রিং পারফরম্যান্স সরাসরি পিস্টন রড, সিলিন্ডার বোর এবং সিলিং উপাদানগুলির মধ্যে মাত্রিক সম্পর্ক দ্বারা নিয়ন্ত্রিত হয়। সহনশীলতা নির্দিষ্ট করা খুব ঢিলেঢালাভাবে ফুটো এবং সংক্ষিপ্ত পরিষেবা জীবন ঝুঁকিপূর্ণ; কার্যকরী মান যোগ না করে প্রয়োজনীয় ড্রাইভ মেশিনিং খরচের তুলনায় তাদের আরও শক্তভাবে নির্দিষ্ট করা। নীচের সারণীটি কী ফিট ইন্টারফেসের জন্য ব্যবহারিক সহনশীলতার লক্ষ্যগুলিকে সংক্ষিপ্ত করে।
| ইন্টারফেস | ফিট টাইপ | সাধারণ সহনশীলতা (ব্যাস) | উদ্দেশ্য |
|---|---|---|---|
| পিস্টন রড OD / seal ID | ক্লোজ রানিং (f7/H7) | ±0.010–0.015 মিমি | রড টেনে ছাড়াই সিল যোগাযোগ নিশ্চিত করে |
| সিলিন্ডার বোর / পিস্টন OD | ক্লিয়ারেন্স (H7/e8) | 0.020-0.060 মিমি ছাড়পত্র | ধাতু যোগাযোগ ছাড়াই পিস্টন ভ্রমণের অনুমতি দেয় |
| রড গাইড OD/সিলিন্ডার বোর | ট্রানজিশন (H7/js6) | 0-0.015 মিমি | গাইড রকিং প্রতিরোধ করে; রড প্রান্তিককরণ সংরক্ষণ করে |
| শেষ টুপি উপর থ্রেড | 6H/6g মান | ISO মেট্রিক, মাঝারি ফিট | চাপ অধীনে sealing; সমাবেশের সহজতা |
সমালোচনামূলক বোর মাত্রার জন্য, চূড়ান্ত অপারেশন হিসাবে CNC একা বাঁক খুব কমই যথেষ্ট . হোনিং ডাইমেনশনাল নির্ভুলতা এবং নিয়ন্ত্রিত পৃষ্ঠের সমন্বয় যোগ করে যা সিলের প্রয়োজন হয় — Ra 0.8 µm এ একটি বাঁকানো বোর 0.2-0.4 µm এ একটি সম্মানিত পৃষ্ঠের তুলনায় সীলের জীবনকে হ্রাস করে। পিস্টন রডের ব্যাস একইভাবে বাঁক নেওয়ার পরে ফিনিশ-গ্রাউন্ড হয়, গ্রাইন্ডিং ধাপে সঠিক সীল লাগানোর জন্য প্রয়োজনীয় চূড়ান্ত h6 বা f7 সহনশীলতা ব্যান্ড ধরে থাকে।
ব্যাসের বাইরে, গ্যাস স্প্রিং উপাদানগুলির ফর্ম ত্রুটিগুলির নিয়ন্ত্রণ প্রয়োজন। একটি বোর যা ব্যাসের সহনশীলতার মধ্যে রয়েছে কিন্তু উল্লেখযোগ্যভাবে বৃত্তাকার বাইরে অসম সীল সংকোচন তৈরি করবে, যা স্থানীয়ভাবে ফুটো পথের দিকে পরিচালিত করবে। স্বয়ংচালিত গ্যাস স্প্রিং উৎপাদনে সিলিন্ডার বোরগুলির জন্য গোলাকার প্রয়োজনীয়তা সাধারণত 0.003–0.008 মিমি (3–8 µm), যা একটি ডেডিকেটেড মেশিনে মানানসই করে মানসম্পন্ন CNC বাঁক দিয়ে অর্জন করা যায়। সিলিন্ডারিসিটি - পুরো বোরের দৈর্ঘ্যের উপর গোলাকারতা এবং সোজাতার সংমিশ্রণ - দীর্ঘ সিলিন্ডারের জন্য সবচেয়ে গুরুত্বপূর্ণ যেখানে মেশিনিংয়ের সময় তাপ বৃদ্ধি ব্যারেল বা টেপার ত্রুটিগুলি প্রবর্তন করতে পারে।
পৃষ্ঠের রুক্ষতার মানগুলি Ra (পাটিগণিতের গড় রুক্ষতা) হিসাবে নির্দিষ্ট করা হয়েছে এবং অবশ্যই একটি প্রোফাইলোমিটার দিয়ে যাচাই করা উচিত, চাক্ষুষ পরিদর্শন দ্বারা অনুমান করা হয় না। সিলিন্ডার বোর এবং পিস্টন রড কাজের পৃষ্ঠতলের প্রতিটির আলাদা লক্ষ্য রয়েছে:

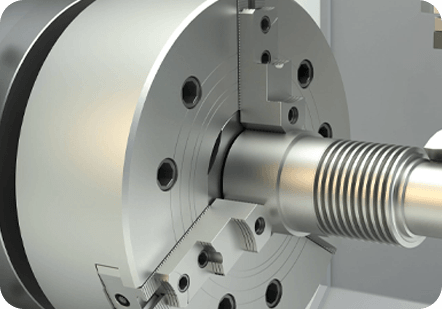
গ্যাস স্প্রিং উপাদানগুলির নলাকার জ্যামিতি সিএনসিকে প্রভাবশালী উত্পাদন প্রক্রিয়াকে পরিণত করে। আধুনিক CNC টার্নিং সেন্টারগুলি - বিশেষত টুইন-স্পিন্ডল, টুইন-টারেট মেশিনগুলি - স্বয়ংচালিত গ্যাস স্প্রিং উত্পাদনের জন্য উপযুক্ত কারণ তারা একটি একক সেটআপে একটি অংশ সম্পূর্ণ করতে পারে, পুনরায় ফিক্সচারিং ত্রুটিগুলি দূর করে যা বোর এবং বাইরের ব্যাসের মধ্যে ঘনত্বকে হ্রাস করে।
পিস্টন রডগুলি সাধারণত বার ফিডার সহ একটি CNC লেথে বার স্টক থেকে উত্পাদিত হয়। টার্নিং সিকোয়েন্সের মধ্যে রয়েছে রুক্ষ OD টার্নিং, অ্যাটাচমেন্টের প্রান্তে থ্রেডিং, স্ন্যাপ রিং বা সীল খাঁজের জন্য আন্ডারকাটিং এবং চ্যামফারিং। যেহেতু বার স্টক হল প্রারম্ভিক উপাদান, আগত বস্তুগত বিষয়গুলির সরলতা - নমিত বার স্টক রানআউটের সাথে পরিচিত করে যা সমাপ্ত রড পর্যন্ত বহন করে এবং শুধুমাত্র কেন্দ্রবিহীন গ্রাইন্ডিং দ্বারা সংশোধন করা যায়। মেশিনিং করার আগে কাঁচা দণ্ডের সোজাতা 0.5 মিমি প্রতি মিটারের মধ্যে নির্দিষ্ট করা হলে তা পুনরায় কাজকে নিচের দিকে বাধা দেয়।
গ্যাস স্প্রিং উপাদান উচ্চ ভলিউম পণ্য. স্বয়ংচালিত OEM সরবরাহকারীরা প্রতি মাসে হাজার হাজার সিলিন্ডার উত্পাদন করে তাদের খরচ-প্রতিযোগিতামূলক হতে প্রতি অংশে 30-90 সেকেন্ডের মধ্যে চক্রের সময় প্রয়োজন। টুইন-টারেট সিএনসি টার্নিং সেন্টারগুলি একই সাথে দুটি বৈশিষ্ট্য মেশিনের মাধ্যমে এটিকে সমাধান করে — উদাহরণস্বরূপ, আইডিটি ফিনিস-বোরিং করার সময় OD-কে মোটামুটি বাঁকানো — একটি একক-টারেট মেশিনে অনুক্রমিক অপারেশনের তুলনায় চক্রের সময় 30-50% কম করে। স্বয়ংক্রিয় বার ফিডিং এবং অংশ সংগ্রহের সাথে রাতারাতি লাইট-আউট অপারেশন উচ্চ-ভলিউম রানের জন্য প্রতি পিস খরচ কমিয়ে দেয়।
কিছু গ্যাস স্প্রিং ডিজাইনের জন্য রেডিয়াল পোর্ট, ক্রস-ড্রিল্ড ফিল হোল বা সিলিন্ডারের প্রান্তে মিলিত ফ্ল্যাটগুলি অ্যাসেম্বলি টুলিংয়ের জন্য প্রয়োজন। লাইভ টুলিং সহ একটি সিএনসি টার্নিং সেন্টার এই বৈশিষ্ট্যগুলিকে টার্নিং অপারেশনগুলির মতো একই সেটআপে পরিচালনা করে, একটি সেকেন্ডারি সিএনসি মিলিং অপারেশন এড়িয়ে যায়। গ্যাস ফিল পোর্টগুলির জন্য এটি বিশেষভাবে গুরুত্বপূর্ণ — ছোট-ব্যাসের গর্তগুলিকে সিলিন্ডারের প্রাচীরের মধ্যে র্যাডিয়ালি ড্রিল করা হয় — যেখানে বোর সেন্টারলাইনের তুলনায় অবস্থানের নির্ভুলতা সিলিং প্লাগ ফিটকে প্রভাবিত করে।
কাঁচা CNC-মেশিনযুক্ত পৃষ্ঠগুলি মোটরগাড়ি গ্যাস স্প্রিং উপাদানগুলির জন্য প্রায় কখনই চূড়ান্ত পৃষ্ঠের শর্ত নয়। ক্ষয়, পরিধান, এবং ঘর্ষণ কর্মক্ষমতা প্রয়োজনীয়তা সমস্ত ড্রাইভ পোস্ট-মেশিনিং চিকিত্সা যা মূল মেশিনের মাত্রার জন্য হিসাব করা আবশ্যক।
হার্ড ক্রোম হল পিস্টন রডগুলির জন্য সবচেয়ে সাধারণ পৃষ্ঠ চিকিত্সা। 10-25 µm এর একটি সাধারণ ক্রোম স্তর পিষে ফেলার পরে জমা হয়, তারপর আবার চূড়ান্ত ব্যাসে স্থল করা হয়। এই "প্লেট এবং গ্রাইন্ড" ক্রমটি সিল পরিধান প্রতিরোধের জন্য প্রয়োজনীয় পৃষ্ঠের কঠোরতা (900-1000 HV) এবং নিম্ন-ঘর্ষণ অপারেশনের জন্য প্রয়োজনীয় Ra 0.1 µm ফিনিশ উভয়ই অর্জন করে। ক্রোম রডের ব্যাস যোগ করে, তাই ক্রোম জমার পরে সহনশীলতার মধ্যে ল্যান্ড করার জন্য প্রাক-ক্রোম গ্রাউন্ড ব্যাস গণনা করা আবশ্যক — একটি পদক্ষেপ যার জন্য যন্ত্রের দোকান এবং প্লেটিং সুবিধার মধ্যে সামঞ্জস্যপূর্ণ প্লেটিং প্রক্রিয়া নিয়ন্ত্রণ এবং ঘনিষ্ঠ যোগাযোগ প্রয়োজন।
অ্যাপ্লিকেশনের জন্য যেখানে পরিবেশগত নিয়মের কারণে ক্রোম প্লেটিং সীমাবদ্ধ (হেক্সাভ্যালেন্ট ক্রোম ইউরোপে RECH বিধিনিষেধের অধীন), নাইট্রোকারবুরাইজিং — যাকে ফেরিটিক নাইট্রোকারবুরাইজিং বা টেনিফার/মেলোনাইট চিকিত্সাও বলা হয় — পছন্দের বিকল্প। প্রক্রিয়াটি 10-20 µm পুরু একটি শক্ত যৌগিক স্তর তৈরি করতে ইস্পাত পৃষ্ঠে নাইট্রোজেন এবং কার্বন ছড়িয়ে দেয়, যা একটি গভীর প্রসারণ অঞ্চলের সাথে মিলিত হয় যা ক্লান্তি শক্তি বাড়ায়। ক্রোম প্লেটিংয়ের বিপরীতে, নাইট্রোকারবুরাইজিং ন্যূনতম মাত্রিক পরিবর্তন ঘটায় (সাধারণত 5 µm বৃদ্ধির নিচে), তাই আঁট-সহনশীল রডগুলি প্রায়শই চিকিত্সা-পরবর্তী নাকাল পদক্ষেপ ছাড়াই প্রক্রিয়া করা যেতে পারে। ফলস্বরূপ পৃষ্ঠটি চমৎকার জারা প্রতিরোধের এবং একটি বৈশিষ্ট্যযুক্ত গাঢ় ধূসর চেহারা আছে।
একই সাথে চূড়ান্ত ব্যাস, গোলাকারতা এবং পৃষ্ঠের টেক্সচার অর্জনের জন্য সিএনসি বাঁক নেওয়ার পরে সিলিন্ডার বোরগুলি সম্মানিত হয়। মালভূমি honing - একটি মোটা পাথর ব্যবহার করে একটি সূক্ষ্ম ফিনিশিং স্টোন ব্যবহার করে একটি দ্বি-পদক্ষেপ অনারিং প্রক্রিয়া - তেল ধরে রাখার জন্য অগভীর উপত্যকা এবং পরিধান প্রতিরোধ করে সমতল চূড়া সহ একটি পৃষ্ঠ তৈরি করে। এই প্রোফাইলটি সাধারণ Ra মানগুলির পরিবর্তে Rk প্যারামিটার (কোর রুক্ষতা গভীরতা, হ্রাস শিখর উচ্চতা, উপত্যকার গভীরতা হ্রাস) দ্বারা পরিমাপ করা হয় এবং সমালোচনামূলক বোর অ্যাপ্লিকেশনগুলির জন্য অঙ্কনগুলিতে নির্দিষ্ট করা উচিত। মালভূমি-সম্মানযুক্ত বোরগুলি সোজা-বাঁকানো বা একক-পদক্ষেপ সজ্জিত পৃষ্ঠের তুলনায় উল্লেখযোগ্যভাবে সীলের আয়ু বাড়ায়।
সিলিন্ডার টিউব এবং স্ট্রাকচারাল স্টিলের উপাদান যা পরিধানের পৃষ্ঠের প্রয়োজন হয় না সেগুলি সাধারণত জারা সুরক্ষার জন্য জিঙ্ক-নিকেল ইলেক্ট্রোপ্লেট করা হয়। জিঙ্ক-নিকেল (12-15% নিকেল সামগ্রী) প্রচলিত জিঙ্ক প্লেটিংয়ের তুলনায় যথেষ্ট ভাল লবণ স্প্রে প্রতিরোধের প্রস্তাব দেয় - সাধারণত 720-1000 ঘন্টা নিরপেক্ষ লবণ স্প্রে পরীক্ষায় লাল মরিচা থেকে শুধুমাত্র জিঙ্কের জন্য 120-240 ঘন্টা। রাস্তার লবণ এবং আর্দ্রতার সংস্পর্শে থাকা স্বয়ংচালিত বাহ্যিক বা আন্ডারবডি গ্যাস স্প্রিংগুলির জন্য, বেশিরভাগ OEM স্পেসিফিকেশন দ্বারা এই ক্ষয় কার্যক্ষমতা প্রয়োজন।
স্বয়ংচালিত গ্যাস স্প্রিং মেশিনিং আঁটসাঁট মানের সিস্টেমের অধীনে কাজ করে, সাধারণত স্বয়ংচালিত-নির্দিষ্ট গ্রাহকের প্রয়োজনীয়তার সাথে IATF 16949 বা ISO 9001। পরিদর্শন একটি চূড়ান্ত গেট নয় - এটি পরিসংখ্যানগত প্রক্রিয়া নিয়ন্ত্রণ এবং ইন-প্রসেস গেজিংয়ের মাধ্যমে উত্পাদন প্রবাহের সাথে একীভূত।
উচ্চ-ভলিউম ব্যাস পরিদর্শনের জন্য এয়ার গেজিং হল পছন্দের পদ্ধতি কারণ এটি দ্রুত (2 সেকেন্ডের মধ্যে পরিমাপ), যোগাযোগহীন এবং অত্যন্ত পুনরাবৃত্তিযোগ্য। একটি এয়ার গেজ স্পিন্ডেল বোরে ঢোকানো বা একটি রডের চারপাশে স্থাপন করা বায়ুর ব্যাকপ্রেশার পরিমাপ করে, যা একটি ক্রমাঙ্কন মাস্টারের মাধ্যমে সরাসরি ব্যাসের সাথে সম্পর্কযুক্ত। এয়ার গেজগুলি সাধারণত CNC টার্নিং সেলে একত্রিত হয় তাই প্রতিটি অংশ আনলোড করার আগে পরিমাপ করা হয়, মেশিন টুলের অফসেট ক্ষতিপূরণ সিস্টেমে রিয়েল-টাইম প্রতিক্রিয়া সক্ষম করে।
কোঅর্ডিনেট মেজারিং মেশিন (সিএমএম) পরিদর্শন প্রথম-নিবন্ধ অনুমোদন, পর্যায়ক্রমিক নিরীক্ষা, এবং যেকোন বৈশিষ্ট্যের জন্য ব্যবহৃত হয় যা বায়ু পরিমাপক সহজে পরিমাপ করতে পারে না — থ্রেড পিচের ব্যাস, মুখের দিকে বোরের লম্বতা এবং ক্রস-ড্রিল করা গর্তের অবস্থান সহ। গ্যাস স্প্রিং উপাদানগুলির জন্য CMM প্রোগ্রামগুলি সাধারণত অঙ্কন GD&T কলআউটগুলির সাথে মেলে লেখা হয় এবং ফলস্বরূপ পরিমাপ প্রতিবেদনগুলি উত্পাদন অংশ অনুমোদন প্রক্রিয়া (PPAP) এর অংশ হিসাবে গ্রাহকের কাছে জমা দেওয়া হয়।
সমাবেশের পরে, 100% ফুটো পরীক্ষা স্বয়ংচালিত গ্যাস স্প্রিংসের জন্য আদর্শ অনুশীলন। সবচেয়ে সাধারণ পদ্ধতি হিলিয়াম ভর স্পেকট্রোমেট্রি বা ডিফারেনশিয়াল চাপ ক্ষয় পরীক্ষা ব্যবহার করে। উচ্চ-ভলিউম উৎপাদনের জন্য ডিফারেনশিয়াল প্রেসার টেস্টিং আরও বেশি ব্যবহারিক — একত্রিত স্প্রিংকে একটি পরীক্ষার চাপে চাপ দেওয়া হয়, বিচ্ছিন্ন করা হয় এবং একটি নির্দিষ্ট সময়কালের (সাধারণত 10-30 সেকেন্ড) কোনো চাপ হ্রাসকে প্রত্যাখ্যান থ্রেশহোল্ডের সাথে তুলনা করা হয়। একটি ভাল-ক্যালিব্রেটেড চাপ ক্ষয় পরীক্ষা নির্ভরযোগ্যভাবে কাজের চাপে নাইট্রোজেনের 1 সিসি/মিনিটের নিচে ফুটো হার সনাক্ত করতে পারে।
স্বয়ংচালিত গ্যাস স্প্রিং উপাদানগুলি নির্দিষ্ট করে ডিজাইন ইঞ্জিনিয়াররা কয়েকটি ব্যবহারিক নিয়ম অনুসরণ করে মেশিনিং খরচ উল্লেখযোগ্যভাবে কমাতে পারে। এগুলি ফাংশনকে আপস করে না — এগুলি সিএনসি বাঁক এবং সম্পর্কিত প্রক্রিয়াগুলির প্রাকৃতিক ক্ষমতার সাথে নকশাকে সারিবদ্ধ করে।
ফেংলান হল চীনে বৈদ্যুতিক যথার্থ যন্ত্রাংশ প্রস্তুতকারক, স্বয়ংচালিত যথার্থ যন্ত্রাংশ নির্মাতারা এবং শিল্প যথার্থ যন্ত্রাংশ সরবরাহকারী. 2010 সাল থেকে যন্ত্রাংশ এবং উপাদান উত্পাদনে আপনার নির্ভরযোগ্য অংশীদার
 Tel: +86-13861233850
Tel: +86-13861233850  E-mail: [email protected]
E-mail: [email protected]  Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন
Add: No.60, পূর্ব ঝুয়াংহে রোড, চুনজিয়াং টাউন, ওয়েই গ্রাম, জিনবেই জেলা, চাংঝো সিটি, চীন  গোপনীয়তা
গোপনীয়তা



 +86-13861233850
+86-13861233850 
 2025-09-17
2025-09-17